
Цитата
Вы повторили, то, что nikitosmax сделал ещё 4 года тому назад.
Цитата
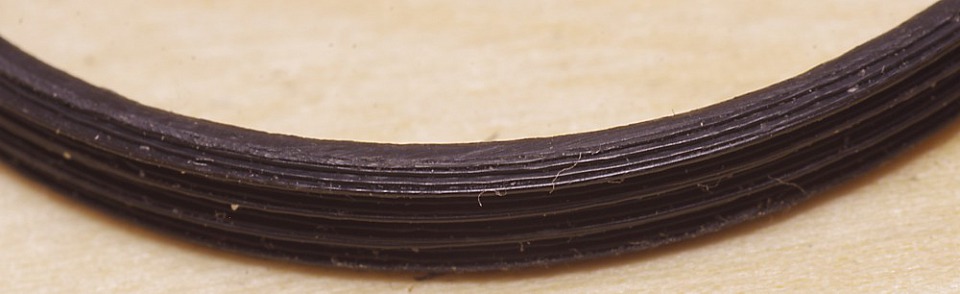
Вторая статья со "взрыв-схемами"- http://lens-club.ru/...item/c_169.html
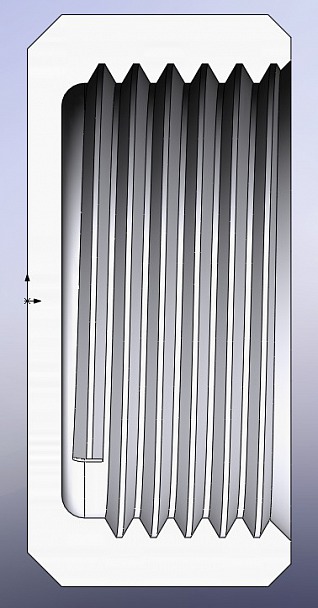
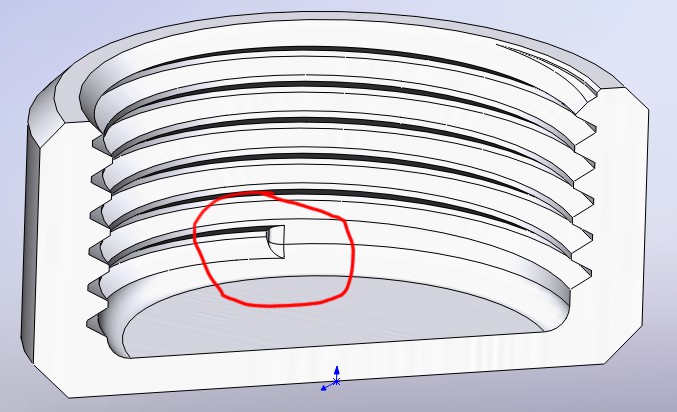
Ух ты, действительно, очень похоже. Только я штифты сделал конусообразными сразу, чтобы печатать без поддержек и, думаю, им сложно будет сломаться.
Цитата
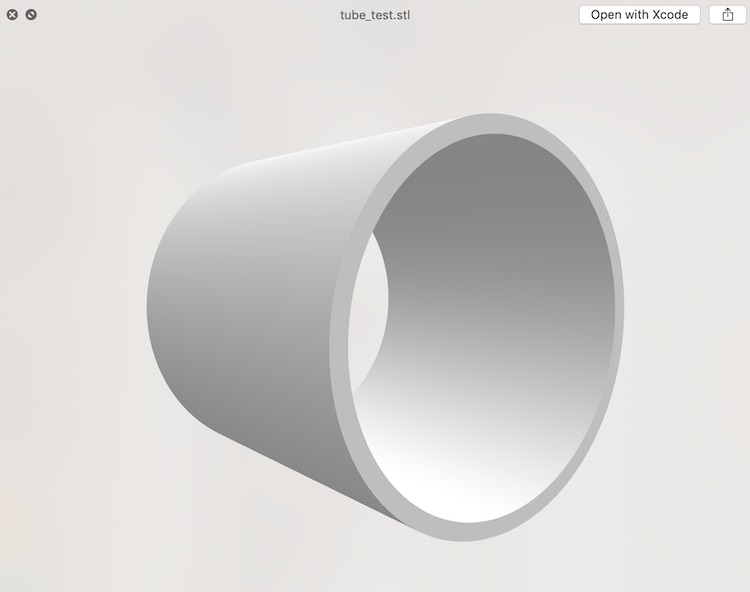
Уже писал, что stl файлы для 3D печати не могут воспроизводить дуги. Кривые (окружности) аппроксимируются отрезками, и вот "это" и стучит.
Ну, у меня там действительно люфты большие, до отрезков пока дело не дошло.
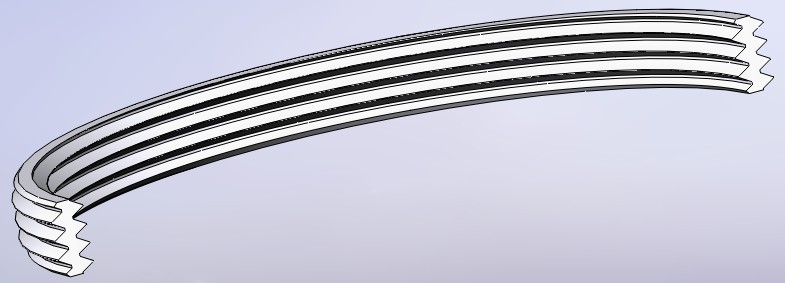
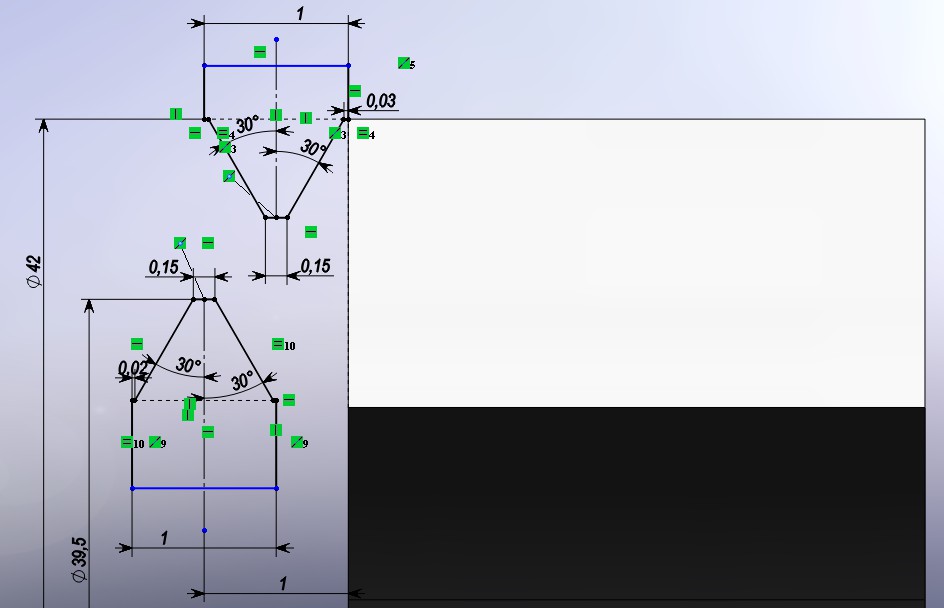
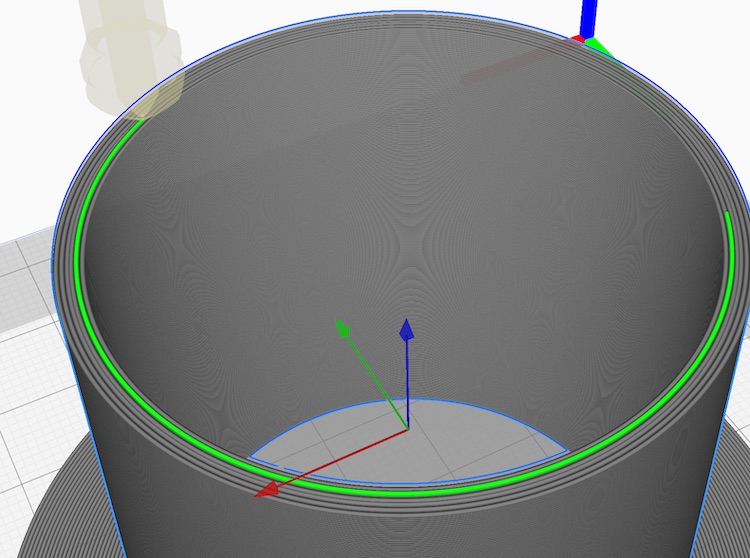
Я могу сделать очень короткие отрезки, вот здесь у трубки ø50мм снаружи отрезки по 0.15мм, но можно и короче:
Цитата
Задавайте размеры так, чтобы получался припуск на финишную механическую обработку - шкуркой, напильником, надфилем и пр.
Не знаю как с ABS (не пробовал никогда), но PLA печатает такие гладенькие скользкие детальки, что их жалко портить шкуркой.