
У меня насадка на душ сделана, буквально пару дней назад
Попробую засечь как быстро сотрется петг об металл
3D печать на службе у самодельщика
Автор Liukk, 16 Mar 2018 22:03
Сообщений в теме: 1239
#1112
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 08 February 2022 - 17:49
 ivanlabuda сказал:
ivanlabuda сказал:
Возможна ли "сухая", без доп.абразива притирка резьбы?
Знаю два способа обработки в машиностроении
- со снятие слоя материала (резком абразивом и т.п.)
- без снятия материала - с помощью пластической деформации например. Но пластик так можно обрабатывать только при нагреве, а для этого требуется спец оборудование.
Я резьбу обрабатываю метчиком или шаблоном резьбомера с нужным шагом резьбы
#1113
-
- Пользователь
- 257 сообщений
- Город:Омск
Отправлено 09 February 2022 - 06:02
Liukk, я имею в виду "холодную" притирку резьбовой пары.
Сопряженные детали делаем без зазора, потом с усилием вкручиваем одну в другую - выкручиваем - вкручиваем и т.д., до достижения более-менее плавного хода. Геликоид из #1095 я притирал часа три.
АБС можно притирать без добавки абразива, он при истирании дает пыль, которая как абразив и работает (после притирки убрать пыль и смазать).
Полиэтилен такой обработке не поддается - слишком скользкий материал.
Про ПЭТГ пишут, что он не слишком стоек к истиранию - вот и спрашиваю, прокатит ли такой фокус с ним.
Прочистку резьбы метчиком сделать не выйдет, т.к. профиль резьбы нестандартный (по некоторым причинам).
Сопряженные детали делаем без зазора, потом с усилием вкручиваем одну в другую - выкручиваем - вкручиваем и т.д., до достижения более-менее плавного хода. Геликоид из #1095 я притирал часа три.
АБС можно притирать без добавки абразива, он при истирании дает пыль, которая как абразив и работает (после притирки убрать пыль и смазать).
Полиэтилен такой обработке не поддается - слишком скользкий материал.
Про ПЭТГ пишут, что он не слишком стоек к истиранию - вот и спрашиваю, прокатит ли такой фокус с ним.
Прочистку резьбы метчиком сделать не выйдет, т.к. профиль резьбы нестандартный (по некоторым причинам).
Сообщение отредактировал ivanlabuda: 09 February 2022 - 06:04
#1116
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 09 February 2022 - 08:32
ivanlabuda сказал:
я имею в виду "холодную" притирку резьбовой пары.
ivanlabuda сказал:
Сопряженные детали делаем без зазора, потом с усилием вкручиваем одну в другую - выкручиваем - вкручиваем и т.д., до достижения более-менее плавного хода. Геликоид из #1095 я притирал часа три. АБС можно притирать без добавки абразива, он при истирании дает пыль, которая как абразив и работает (после притирки убрать пыль и смазать).
1. Без зазора не ввернёте, Это называется тугая резьбовая посадка. Так бывает вворачивают металлические резьбовые шпильки, но то на металле. Пластиковые детали могут треснуть.
2.АБС при минимальном зазоре у меня просто слипается, наподобие нерж сталь по нерж стали, которые при таких зазорах закусывает намертво.
ivanlabuda сказал:
Прочистку резьбы метчиком сделать не выйдет, т.к. профиль резьбы нестандартный (по некоторым причинам).
Не бойтесь делать стандартный профиль, ибо при печати "кольцо" сечения постоянно поворачивается на каждом слое и провиса нити не происходит. я уже писал про это тут
Вот мой профиль резьбы. Я резьбы делаю чаще всего путём удаления слоя материала, а не наращиванием - привычка из металлообработки. При конструировании имитирую процесс резьбонарезания.
По-поводу печати резьб В какой программе работаете? и какую точность выставляете при конвертации из родного файла в stl.
#1117
-
- Пользователь
- 257 сообщений
- Город:Омск
Отправлено 09 February 2022 - 09:43
Liukk (09 February 2022 - 08:32) писал:
1. Без зазора не ввернёте, Это называется тугая резьбовая посадка. Так бывает вворачивают металлические резьбовые шпильки, но то на металле. Пластиковые детали могут треснуть.
2.АБС при минимальном зазоре у меня просто слипается, наподобие нерж сталь по нерж стали, которые при таких зазорах закусывает намертво.
2.АБС при минимальном зазоре у меня просто слипается, наподобие нерж сталь по нерж стали, которые при таких зазорах закусывает намертво.

Т.е. понятно, что если перегрузить - то лопнет, но это можно учесть сразу.
От слипания очень помогает смазка (для пластика - СИ-180, например).
Доступные мне принтеры при отрицательном наклоне более 45° от вертикали очень часто не дают требуемой точности (нависающие края оплывают), поэтому пока вот так. Примерные причины себе представляю. Как будет возможность поэкспериментировать со стандартными профилями резьбы - обязательно сделаю.
Про моделлер уже писал - wings3d 2.2.7, модель изначально полигональная. Профессиональным конструкторам для сохранения душевного равновесия лучше не заглядывать
UPD: добавил полную взрыв-схему на страничку с фокусером (крепеж не показан, 9 шт. винтов М2*5 с потайной головкой).
Сообщение отредактировал ivanlabuda: 09 February 2022 - 10:23
#1118
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 09 February 2022 - 10:46
ivanlabuda сказал:
От слипания очень помогает смазка (для пластика - СИ-180, например).
ivanlabuda сказал:
Доступные мне принтеры при отрицательном наклоне более 45° от вертикали очень часто не дают требуемой точности
Я печатал: ABS besfilament, слой 0,15, сопло 0,4 мм, flow 107%, ширина линии 0,35 мм, вентилятор включался на втором слое 40%. сопло 240*С, стол 100*С. При слое 0,2 мм наклонные поверхности получались хуже, чем при 0,15 мм, но на резьбы это не распространялось, резьбы и при слое 0,2 мм печатались хорошо, причину описал выше.
ivanlabuda сказал:
Про моделлер уже писал - wings3d 2.2.7,
#1119
-
- Пользователь
- 257 сообщений
- Город:Омск
Отправлено 09 February 2022 - 19:18
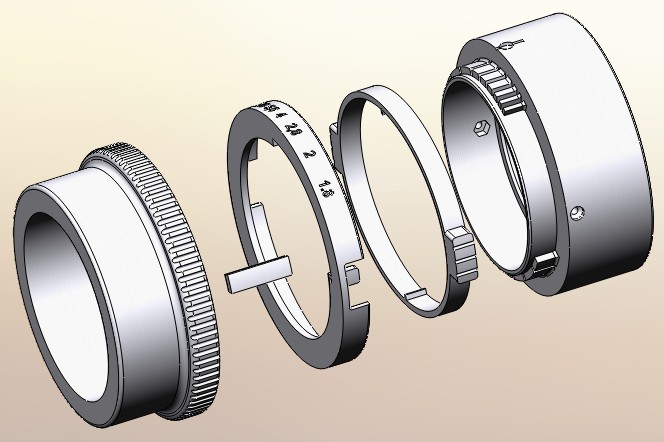
Первый работающий прототип механизма предустановки диафрагмы. Печать АБС.
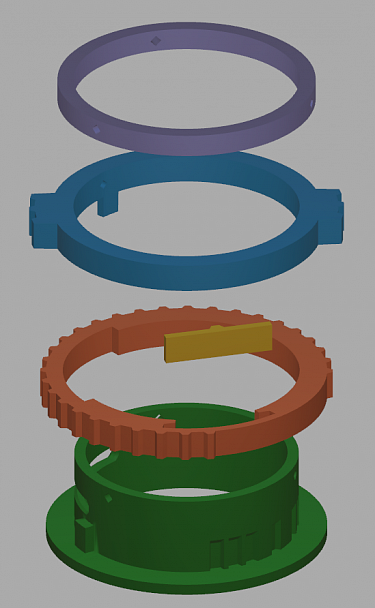
Конструкция фиксатора стопов на кольце предустановки:
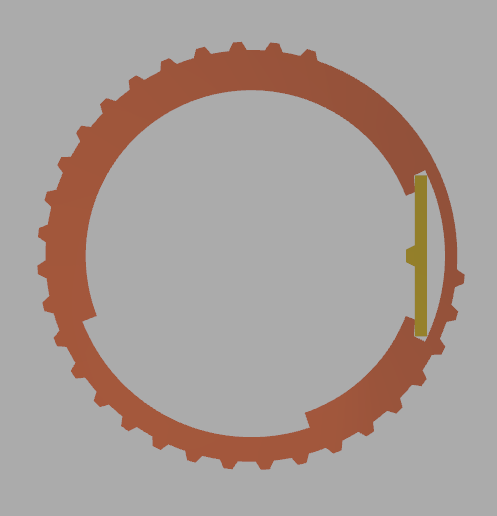
Пружина печатается "вертикально" - как на первом скрине.
Усилие переключения кольца предустановки - примерно как у Г-44-2. Кольцо установки ходит свободно.
Общая высота - 16 мм.
Думаю, как уменьшить высоту и избавиться от небольшого (~1,5°) люфта кольца предустановки. Советы принимаются
Конструкция фиксатора стопов на кольце предустановки:
Пружина печатается "вертикально" - как на первом скрине.
Усилие переключения кольца предустановки - примерно как у Г-44-2. Кольцо установки ходит свободно.
Общая высота - 16 мм.
Думаю, как уменьшить высоту и избавиться от небольшого (~1,5°) люфта кольца предустановки. Советы принимаются
Сообщение отредактировал ivanlabuda: 09 February 2022 - 19:28
#1122
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 10 February 2022 - 09:45
ivanlabuda сказал:
Первый работающий прототип механизма предустановки диафрагмы
1 способ.
2. способ больше всего понравился.
ширина кольца установки диафрагмы - 8 мм. Ширина кольца закрытия - по обстоятельствам, чтобы удобно пользоваться было и сколько место позволяет.
С пластиковыми пружинами (по аналогии с Гелиосом 44) экспериментировал и отказался - садятся быстро.
На моих объективах выступы торчащие сбоку это и есть пружины-фиксаторы. Нажал, повернул на нужное значение, отпустил - зафиксировалось. Пружина в виде кольца, толщина ок. 3 мм, диаметром с объектив (точнее форма пружины эллипсоидная)

Аналог - прицельная планка АК 47
Сейчас пытаюсь моргающую диафрагму сделать. Точнее такую диафрагму уже сделал, и не одну, проблема в удобных кольцах управления. Ход то у подобных диафрагм всего 5...6 мм, а на кольце предварительной установки желательно сделать на порядок больше (50...60 мм), да штоб ещё и закрывалась удобно. Типа ка на Гелиос 44М отдельным рычажком.

Сообщение отредактировал Liukk: 10 February 2022 - 09:57
#1126
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 12 February 2022 - 17:06
ivanlabuda
По-поводу печати резьб.
Вот многозаходная резьба напечатанная мной на бытовом принтере DEXP за 34 тыс.р. ABS пластиком Dexp по 999р за 1 кг (BestFilament стоит 1590 р)
шаг резьбы: 2 мм
ход: 30 мм
Наружный диаметр резьбы 92 мм
профиль треугольный (мой, очень близко к стандартному), угол при вершине 60*
толщина слоя 0,2 мм, сопло 0,4 мм Специально сделал так, чтобы понять вылезут проблемы или нет. Проблемы не вылезли. Потом печатать буду слоем 0,15 мм для повышение качества.
Flow 110% (подбирал к этой партии пластика) вентилятор включался на втором слое, 50%
Температуры
сопла 230*С, стола 80*С
Пластик при печати даёт сопли. Их хорошо видно.. Похоже, что это смесь какая то, но нормально растворяется в ацетоне, без осадка.
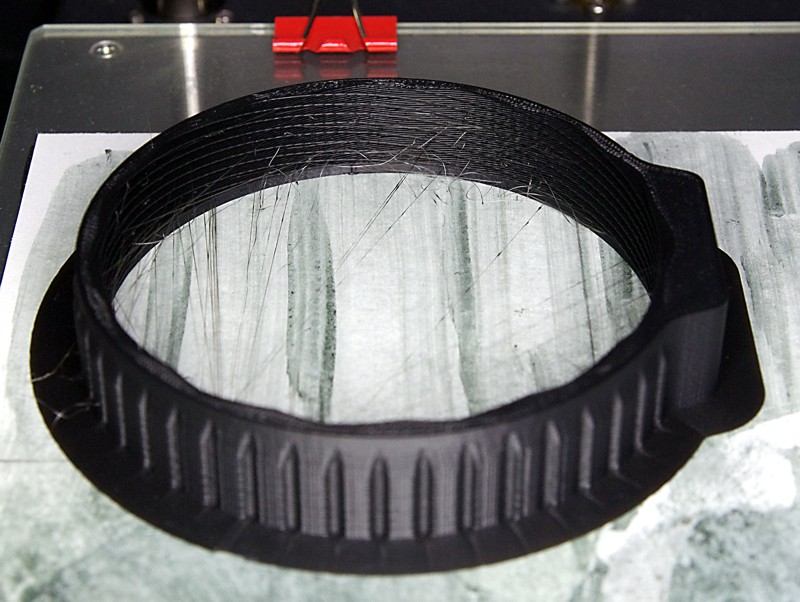
Собственно резьбы. Обе резьбы печатались гладкой цилиндрической частью к столику. На фото они специально перевернуты, чтобы было лучше видно проблемную зону
Наружная
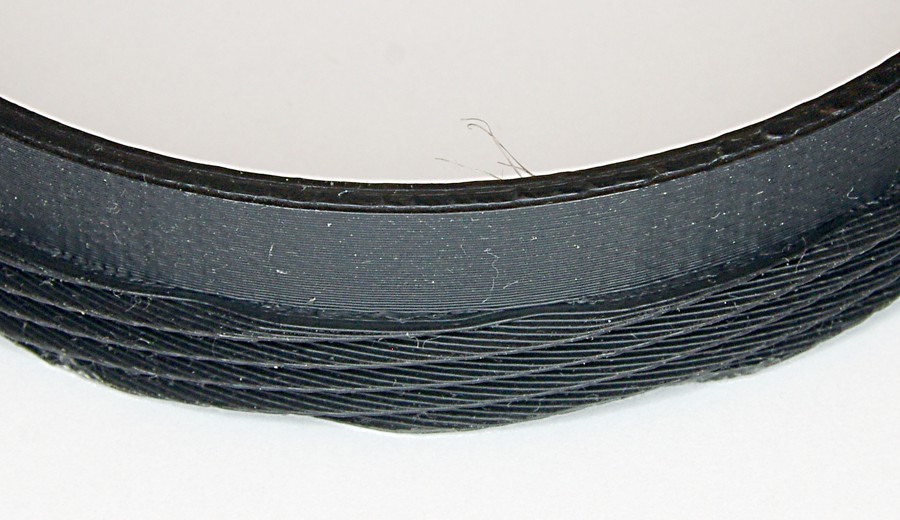
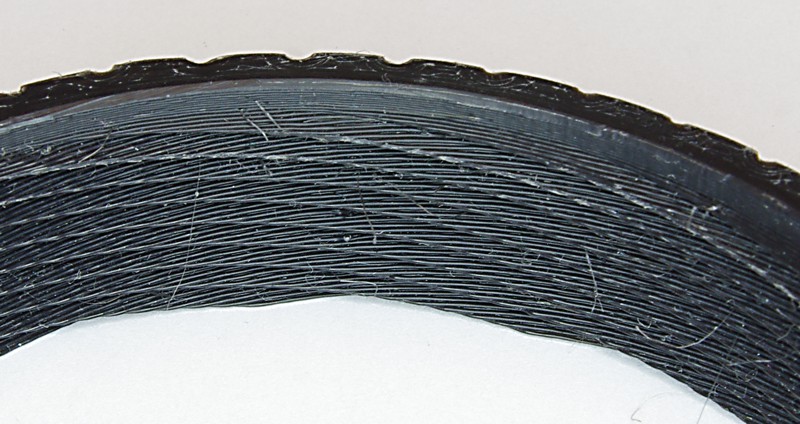
Внутренняя. Сопли до конца не очистились
Это пробные элементы деталей. печатались для определения поправок на размеры перед основной печатью (для предотвращения брака) Всегда так делаю перед серьёзной печатью.
По-поводу печати резьб.
Вот многозаходная резьба напечатанная мной на бытовом принтере DEXP за 34 тыс.р. ABS пластиком Dexp по 999р за 1 кг (BestFilament стоит 1590 р)
шаг резьбы: 2 мм
ход: 30 мм
Наружный диаметр резьбы 92 мм
профиль треугольный (мой, очень близко к стандартному), угол при вершине 60*
толщина слоя 0,2 мм, сопло 0,4 мм Специально сделал так, чтобы понять вылезут проблемы или нет. Проблемы не вылезли. Потом печатать буду слоем 0,15 мм для повышение качества.
Flow 110% (подбирал к этой партии пластика) вентилятор включался на втором слое, 50%
Температуры
сопла 230*С, стола 80*С
Пластик при печати даёт сопли. Их хорошо видно.. Похоже, что это смесь какая то, но нормально растворяется в ацетоне, без осадка.
Собственно резьбы. Обе резьбы печатались гладкой цилиндрической частью к столику. На фото они специально перевернуты, чтобы было лучше видно проблемную зону
Наружная
Внутренняя. Сопли до конца не очистились
Это пробные элементы деталей. печатались для определения поправок на размеры перед основной печатью (для предотвращения брака) Всегда так делаю перед серьёзной печатью.
#1128
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 12 February 2022 - 18:02
ivanlabuda сказал:
Скорость печати какая?
И ещё по-поводу резьб.
Только что закончил печать из АБС калибровочной детали для проверки печати наклонных поверхностей.
Когда печатал без обдува, то дефекты начинали появляться и при угле поверхности к горизонту 45* . а при обдуве 50% и 20* к горизонту получилась более менее нормальной, а 30* так вообще прекрасно.
На сайте thingiverse.com я эту деталь не нашёл, возможно она шла в комплекте к принтеру Ultimaker 2+, а я скопировал. но не суть, вот нечто подобное
P.S.
Нашёл я эту деталюшку

Сообщение отредактировал Liukk: 12 February 2022 - 18:18
#1129
-
- Пользователь
- 257 сообщений
- Город:Омск
Отправлено 12 February 2022 - 18:26
Liukk (12 February 2022 - 18:02) писал:
Слой 60 мм/с, заполнение 80
Кстати, про размеры: когда отрабатывал предустановку диафрагмы - на диаметре 40 мм получил практически скользящую посадку при разнице диаметров наружной и внутренней частей в 0,15 мм (на исходной модели).
ABS+.
Сообщение отредактировал ivanlabuda: 12 February 2022 - 18:28
#1130
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 12 February 2022 - 21:27
ivanlabuda сказал:
Кстати, про размеры: когда отрабатывал предустановку диафрагмы - на диаметре 40 мм получил практически скользящую посадку при разнице диаметров наружной и внутренней частей в 0,15 мм (на исходной модели).
У меня на диаметре 40 мм разница получается примерно 0,4 мм (слайсер Cura) Причём разница ещё и немного зависит от версии Куры.
Это опробовано на двух разных 3D принтерах.
Сообщение отредактировал Liukk: 12 February 2022 - 21:36
#1131
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 17 February 2022 - 08:42
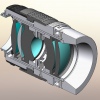
Спроектировал я простой фокусер (винтовое выдвижение линзоблока при фокусировке)для проекционных объективов диаметром 82,5 мм. Основной проблемой оказались, как и предполагалось, выступающий клюв вспышки и выступ батарейного отсека камеры (рукоятка). Пришлось даже в корпусе фокусера делать вырез под пальцы. Несъёмная штативная "лапа" - хотя бы и для того, чтобы ф/а вместе с объективом можно было ровно на стол поставить. В конструкции есть регулировка для точной установки положения "лапы".
ЗФО у РО-504 86 ммм, а у РО-503 - 80 мм
На РО-504 (под который собственно и был заточен проект) более-менее нормально получилось. Место под пальцы ок 20 мм. Для РО-503 нужно заменить одну деталь, но вот могут возникнуть проблемы - места для пальцев мало останется - только 14 мм зазор, если не меньше, не у каждого пальцы влезут.
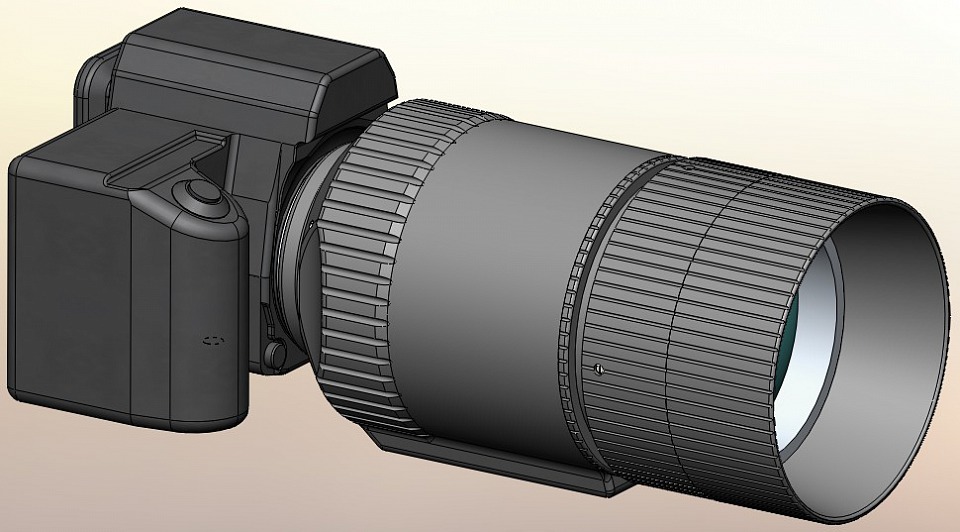
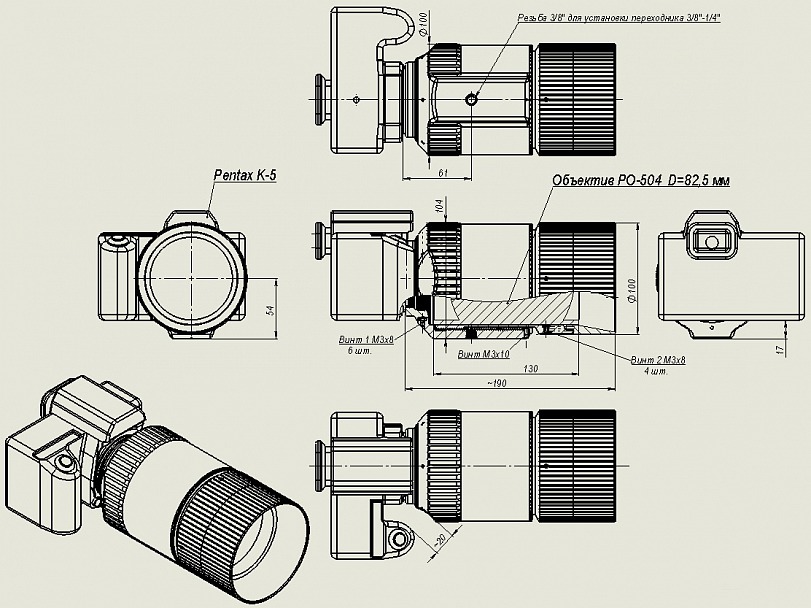
Можно конечно спроектировать и с линейным выдвижением линзоблока, но тогда габариты по диаметру вырастут на 15...20 мм.
ЗФО у РО-504 86 ммм, а у РО-503 - 80 мм
На РО-504 (под который собственно и был заточен проект) более-менее нормально получилось. Место под пальцы ок 20 мм. Для РО-503 нужно заменить одну деталь, но вот могут возникнуть проблемы - места для пальцев мало останется - только 14 мм зазор, если не меньше, не у каждого пальцы влезут.
Можно конечно спроектировать и с линейным выдвижением линзоблока, но тогда габариты по диаметру вырастут на 15...20 мм.
Сообщение отредактировал Liukk: 17 February 2022 - 08:44
#1132
-

- Пользователь
- 404 сообщений
- Имя:Роман
- Город:г. Ковров, Владимирская обл.
Отправлено 17 February 2022 - 15:53
офф-топик конечно, но кто-нибудь может сказать, есть принципиальное отличие рисунка планаров в корпусе диаметром 82,5мм от планаров рипа РО-500, РО-501 с диаметром 62,5мм? Насколько знаю, рассчитаны на один и тот же кадр. Сам я особо не заметил. Вот под какую либо большую Меопту Меостигмат - смысл наверное есть. Только насколько я помню, там диаметр 80мм.
#1133
-

- Модератор
- 17566 сообщений
- Город:Москва
#1134
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 17 February 2022 - 16:36
Roman_L (17 February 2022 - 15:53) писал:
офф-топик конечно, но кто-нибудь может сказать, есть принципиальное отличие рисунка планаров в корпусе диаметром 82,5мм от планаров рипа РО-500, РО-501 с диаметром 62,5мм? Насколько знаю, рассчитаны на один и тот же кадр. Сам я особо не заметил. Вот под какую либо большую Меопту Меостигмат - смысл наверное есть. Только насколько я помню, там диаметр 80мм.
Между прочим, напечатал я корпус для линз для 35КП 140/1,8 6-ти линзового, Алюминиевый корпус весит 435 г , а пластиковый - 140 г. И на пластиковом корпусе я же могу и геликоид сразу сделать, что также снизит конечную масса изделия. Сам объектив в пластиковом корпусе ещё не испытывал
#1135
-
- Пользователь
- 257 сообщений
- Город:Омск
Отправлено 18 February 2022 - 18:38
Liukk (12 February 2022 - 21:27) писал:
Это ещё от слайсера зависит. Каким слайсером пользуетесь? У меня на диаметре 40 мм разница получается примерно 0,4 мм (слайсер Cura)
Думаю, дело в том, что у меня модель изначально полигональная (144 грани в цилиндре). Если диаметр внутренней поверхности цилиндра выставлять не по вершинам, а по серединам граней - уменьшение размера будет не так заметно.
Сообщение отредактировал ivanlabuda: 18 February 2022 - 18:41
#1136
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 18 February 2022 - 19:35
Тут что-то другое. У меня количество граней конечно поменьше.
Сейчас проверил. Номинальный диаметр отверстия в модели SolidWorks'а - 83,1 мм После преобразование в STL
число граней ~72.
диаметр отверстия по вершинам stl модели - 83,081 мм,
по серединам граней - 83,004 мм.
после печати диаметр - 82,5 мм.
Т.е. на огранку потерю 0,6 мм не списать на получится.
Cura 4.13.1 ,но с предыдущими версиями Куры было аналогично.
Сейчас проверил. Номинальный диаметр отверстия в модели SolidWorks'а - 83,1 мм После преобразование в STL
число граней ~72.
диаметр отверстия по вершинам stl модели - 83,081 мм,
по серединам граней - 83,004 мм.
после печати диаметр - 82,5 мм.
Т.е. на огранку потерю 0,6 мм не списать на получится.
Cura 4.13.1 ,но с предыдущими версиями Куры было аналогично.
#1137
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 19 February 2022 - 09:04
ivanlabuda, продолжая про точность печати. Сделал я три года тому назад модель для Крейсера, сама ссылка на модель
Когда он её напечатал, то и у него диаметр отверстия оказался меньше номинала ссылка.
Когда он её напечатал, то и у него диаметр отверстия оказался меньше номинала ссылка.
#1138
-
- Пользователь
- 257 сообщений
- Город:Омск
Отправлено 19 February 2022 - 10:45
Liukk (18 February 2022 - 19:35) писал:
диаметр отверстия по вершинам stl модели - 83,081 мм,
по серединам граней - 83,004 мм.
после печати диаметр - 82,5 мм.
по серединам граней - 83,004 мм.
после печати диаметр - 82,5 мм.
Сообщение отредактировал ivanlabuda: 19 February 2022 - 10:46
#1139
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 19 February 2022 - 10:53
ivanlabuda сказал:
0,4% примерно. Нормальная усадка АБС.
#1140
-
- Пользователь
- 1923 сообщений
- Город:Санкт-Петербург
Отправлено 04 March 2022 - 11:01
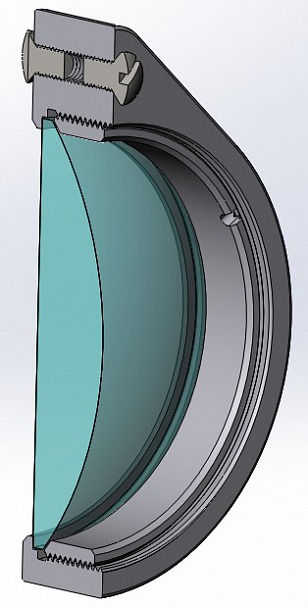
Наткнулся на одинокую линзу от конденсора фотоувеличителя с фокусным расстояние ок 9 см и решил сделать из неё лупу - сделать рукоятку и кожух, чтобы линза не царапалась при хранении. Линза в корпусе крепится резьбовой втулкой (гайкой) М62х1. Толщину корпуса спроектировал так, чтобы если положить лупу на ровную поверхность, между стеклом и поверхность был гарантированный зазор 2 мм. Кожух напечатал из двух деталей, потом их склеил. Шов замазал раствором ABS в ацетоне. Но так как у этого пластика проблемы с цветом, шов немного выделяется по цвету (на первом фото это видно)
Моё творение в сравнении с лупой вологодского завода 2Х Но у вологодской лупы есть родной футляр для хранения.

Крепление линзы. Крепление кожуха к корпусу - двумя винтами М4

Качество печати резьбы М62х1
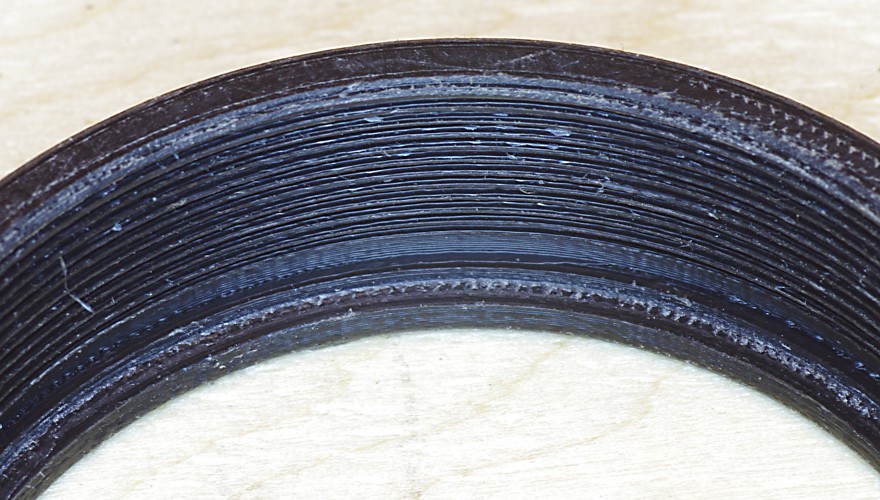
Печатал слоем 0,15 мм, сопло 0,4 мм, flow 107%, пластик ABS DEXP - пластик хоть номинально и чёрный, но при шлифовке даёт белёсый оттенок (а при растворении в ацетоне - синеватый), что хорошо видно на фото. Поэтому данный пластик использую только для проб и печати деталей, где цвет не критичен. Профили и диаметры внутренней и наружной резьб подобрал так, что детали завернулись сразу плотно, без люфтов, раньше, по старому, отменённому ОСТу, такая посадка называлась "плотной". Хотя на сборке сделан достаточно большой зазор, но он нивелируется при печати.
Конструкция без кожуха.
После печати снял шкуркой и надфилем острые края и волосяные "сопли", и немного поправил треугольным надфилем наружную резьбы в месте перехода печати на другой слой. Если кто не в курсе, в этом месте могут образовываться небольшой наплыв пластика. Проблема решается настройкой при печати или механической обработкой готовой детали.
Моё творение в сравнении с лупой вологодского завода 2Х Но у вологодской лупы есть родной футляр для хранения.
Крепление линзы. Крепление кожуха к корпусу - двумя винтами М4
Качество печати резьбы М62х1
Печатал слоем 0,15 мм, сопло 0,4 мм, flow 107%, пластик ABS DEXP - пластик хоть номинально и чёрный, но при шлифовке даёт белёсый оттенок (а при растворении в ацетоне - синеватый), что хорошо видно на фото. Поэтому данный пластик использую только для проб и печати деталей, где цвет не критичен. Профили и диаметры внутренней и наружной резьб подобрал так, что детали завернулись сразу плотно, без люфтов, раньше, по старому, отменённому ОСТу, такая посадка называлась "плотной". Хотя на сборке сделан достаточно большой зазор, но он нивелируется при печати.
Конструкция без кожуха.
После печати снял шкуркой и надфилем острые края и волосяные "сопли", и немного поправил треугольным надфилем наружную резьбы в месте перехода печати на другой слой. Если кто не в курсе, в этом месте могут образовываться небольшой наплыв пластика. Проблема решается настройкой при печати или механической обработкой готовой детали.



Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

