 SASergey сказал:
SASergey сказал:
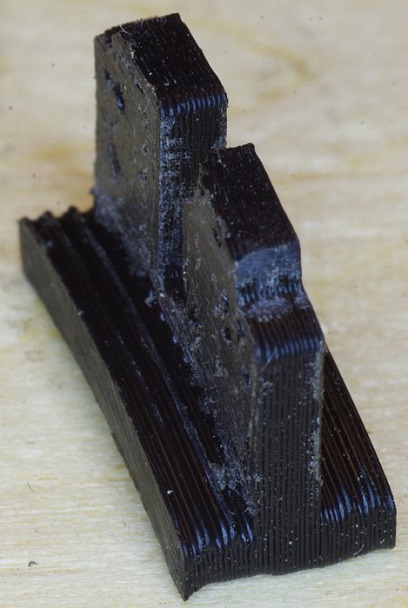
А можно её (деталь с резьбами) горизонтально напечатать, заложив опоры ?

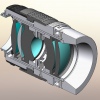
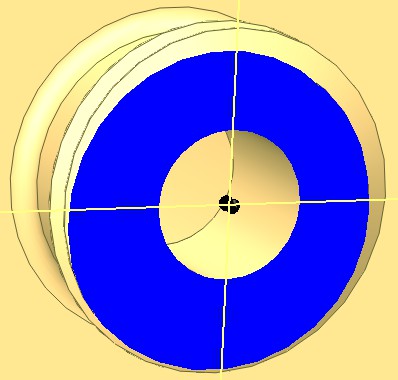
Направление слоёв при печати - серый цвет
Проблемные зоны - велика вероятность расслоения под нагрузкой (сдвиг, изгиб) - синие полоски
Отправлено 02 March 2020 - 12:35
SASergey сказал:

Отправлено 02 March 2020 - 12:41
Liukk (02 March 2020 - 12:35) писал:
 Clips (4)_2.jpg
Clips (4)_2.jpg
Сообщение отредактировал v-blinoff: 02 March 2020 - 12:42
Отправлено 02 March 2020 - 13:00
v-blinoff сказал:
Отправлено 02 March 2020 - 20:04



Отправлено 03 March 2020 - 02:10





Отправлено 03 March 2020 - 07:46
nikodeem сказал:
Отправлено 03 March 2020 - 09:39
nikodeem сказал:
nikodeem сказал:
Отправлено 03 March 2020 - 12:40
nikodeem сказал:
Отправлено 03 March 2020 - 12:45
Цитата
Отправлено 03 March 2020 - 13:14


Отправлено 03 March 2020 - 13:33
Liukk (02 March 2020 - 20:04) писал:

Сообщение отредактировал SASergey: 03 March 2020 - 13:34
Отправлено 03 March 2020 - 19:45
SASergey сказал:
Отправлено 03 March 2020 - 20:40


Отправлено 04 March 2020 - 19:45

Сообщение отредактировал Liukk: 04 March 2020 - 19:47
Отправлено 04 March 2020 - 20:20
Отправлено 04 March 2020 - 20:25
SASergey сказал:
Сообщение отредактировал Liukk: 04 March 2020 - 20:31
Отправлено 05 March 2020 - 08:03


SASergey сказал:
Сообщение отредактировал Liukk: 05 March 2020 - 08:06
Отправлено 05 March 2020 - 08:34
barns (05 March 2020 - 08:11) писал:

Отправлено 05 March 2020 - 09:24
SASergey сказал:
Отправлено 09 March 2020 - 00:59



Отправлено 09 March 2020 - 09:05
nikodeem сказал:
nikodeem сказал:

Отправлено 09 March 2020 - 09:47
Liukk (09 March 2020 - 09:05) писал:
Отправлено 09 March 2020 - 10:42
barns сказал:
Отправлено 09 March 2020 - 11:21
barns (09 March 2020 - 09:47) писал:



0 пользователей, 6 гостей, 0 анонимных

Система для сообществ IP.Board 3.2.3
Лицензия зарегистрирована на: The Penta Club

