А у меня для ВСЕХ объективов поправки автофокуса стоят (на кит и мануальные тоже), причём все разные. Пока это не сделал удивлялся почему мажет Takumar 50/1.4, ведь на плёнке у меня к нему претензий не было.?
камера К-5.
Публикации Liukk
1000 публикаций создано Liukk (учитываются публикации только с 30-April 14)
По типу контента
По пользователю
#1633819 бэк фокус на всех авто и мануалах кроме кита
 Отправлено от
в 29 May 2014 - 10:40
in
Самостоятельный ремонт и самоделки
Отправлено от
в 29 May 2014 - 10:40
in
Самостоятельный ремонт и самоделки
#1702823 Специальные линзы в видоискателе.
Отправлено от
в 03 December 2014 - 21:22
in
Самостоятельный ремонт и самоделки
Давных давно (когда диоптрийные насадки для зенитов ещё не продавались) я вставлял в видоискатель кусочек вырезанный из старых очков. Там делов то на полчаса. Нашёл оптический центр линцы, пометил фломастером, нарисовал круг нужного диаметра, потом обрезал стеклорезом и выровнял наждачным бруском.Тут самое главное не поцарапать линзу, но её можно заклеить куском малярного скотча (бумажного).
Стекло также можно довольно успешно резать ножницами (погрузив стекло и руку с ножницами в воду (например в ведро) и резать под водой. стекло очень лего скалывается маленьники кусочками. Только для начала советую потренироваться на простом оконном стекле, а потом переходить на линзу от очков.
Стекло также можно довольно успешно резать ножницами (погрузив стекло и руку с ножницами в воду (например в ведро) и резать под водой. стекло очень лего скалывается маленьники кусочками. Только для начала советую потренироваться на простом оконном стекле, а потом переходить на линзу от очков.
#1726626 Лафет для объектива МС 3М-5СА
Отправлено от
в 01 February 2015 - 16:28
in
Самостоятельный ремонт и самоделки
У ЗМ-5СА нет ни штативного гнезда, ни съёмного задника, несмотря на буковку А в названии. И весит он примерно 620г.
К своему привернул с усилием китайский переходник с фланцем (без бесконечности) и всё хорошо получилось, перебег за бесконечность ещё около 1см остался (на шкале расстояния).
Тоже думал по поводу некоего "лафета", но больше склоняюсь к прикладу типа фотоснайпера, но с обязательным наличием штативного гнезда на прикладе
К своему привернул с усилием китайский переходник с фланцем (без бесконечности) и всё хорошо получилось, перебег за бесконечность ещё около 1см остался (на шкале расстояния).
Тоже думал по поводу некоего "лафета", но больше склоняюсь к прикладу типа фотоснайпера, но с обязательным наличием штативного гнезда на прикладе
#1791097 Триоплан, Биотар, Примоплан, Примотар – кому они интересны?
Отправлено от
в 03 August 2015 - 21:53
in
Kамеры и оптика M42
 D0K сказал:
D0K сказал:
Там аккуратно сложновато. Довольно глубокая "шахта" от байонета до линзы,
Я таким способом сломанные и растрёпанные уголки книг ремонтирую (клей ПВА инъектирую в место подлежащее ремонту).
#1951461 подскажите по резьбе спускового тросика
Отправлено от
в 29 September 2016 - 09:26
in
Самостоятельный ремонт и самоделки
Krolik_1 сказал:
можно сначала пройти UNS № 4 , а потом верхнюю часть разбить UNS № 5
Если не найдётся на рынке М3,5х0,5 то можно и одним М3 обойтись - тросик держать будет.
Ещё решение - использовать в качестве "одноразового" метчика резьбовой конец старого тросика, у которого сделать три лыски на резьбе. Сначала пройти отверстие стандартным метчиком М3, а потом доработать отверстие "метчиком", сделанным из тросика.
#2005121 Где брать 3/8" шпильку и гайки?
Отправлено от
в 11 March 2017 - 10:58
in
Самостоятельный ремонт и самоделки
rapucha (11 March 2017 - 01:03) писал:
Нет ли где купить этого у нас?
А какие проблемы при нарезании резьбы вручную плашкой? купить плашкодержатель подходящего диаметра и пруток d9мм, на прутке сделать заходную фаску, побольше масла и вперёд (это я как инженер-конструктор говорю)
#2005286 Где брать 3/8" шпильку и гайки?
Отправлено от
в 11 March 2017 - 21:52
in
Самостоятельный ремонт и самоделки
rapucha (11 March 2017 - 13:48) писал:
9 маловато.
При использовании в качестве заготовки шпильки с другим шагом резьбы может произойти неприятность -"зубья" плашки могут отламываться (будет боковое подклинивание со стороны существующих ниток резьбы). Поэтому существующую резьбы необходимо сточить, хотя бы на точиле.
#2005429 Где брать 3/8" шпильку и гайки?
Отправлено от
в 12 March 2017 - 10:23
in
Самостоятельный ремонт и самоделки
rapucha (12 March 2017 - 00:15) писал:

Т.е. номинал может быть одним и тем же, а реальный размер варьироваться от чуть-чуть больше, до чуть-чуть меньше. Поэтому и посоветовал покупать со штангенциркулем.
Есть такой основополагающий курс в машиностроении: "Допуски и Посадки" называется, там про это много написано.
#2005474 Где брать 3/8" шпильку и гайки?
Отправлено от
в 12 March 2017 - 13:39
in
Самостоятельный ремонт и самоделки
2 rapucha
Залез сейчас в справочник.У резьбы 3/8" шаг 1,588 (16 ниток на дюйм) Допуски у меня есть только на метрические резьбы. При шаге резьбы 1,5мм нижнее отклонение наружный диаметр резьбы болта с полем допуска 8g (грубая резьба с большими зазорами) составило: -0,407мм , а при шаге 1,75: -0,459 (знаки минус) те. наружный диаметр может быть меньше номинального на 0,407 или 0,459мм соответственно. Аппроксимируем и получается, что по рекомендациям ГОСТа дюймовую резьбу 3/8" грубого класса точности можно нарезать на стержне диаметром примерно 9,1мм
Залез сейчас в справочник.У резьбы 3/8" шаг 1,588 (16 ниток на дюйм) Допуски у меня есть только на метрические резьбы. При шаге резьбы 1,5мм нижнее отклонение наружный диаметр резьбы болта с полем допуска 8g (грубая резьба с большими зазорами) составило: -0,407мм , а при шаге 1,75: -0,459 (знаки минус) те. наружный диаметр может быть меньше номинального на 0,407 или 0,459мм соответственно. Аппроксимируем и получается, что по рекомендациям ГОСТа дюймовую резьбу 3/8" грубого класса точности можно нарезать на стержне диаметром примерно 9,1мм
#2005499 Где брать 3/8" шпильку и гайки?
Отправлено от
в 12 March 2017 - 15:25
in
Самостоятельный ремонт и самоделки
rapucha (12 March 2017 - 14:03) писал:
ну вот у меня было впечатление, что ровно 9 это как-то не то. Но что у проката может быть допуск в плюс, я как-то не подумал. Это ж сплошной убыток ))
А насчёт допусков в плюс - был такой прецедент. Из Канады получаем комплектующие, замеряю резьбу и она оказалась 50х2. Первая мысль: а чего-то это они используют метрические резьбы, да и ещё из третьего ряда, Потом поточнее померил: 50 мм оказались в плюсе на 0,2мм, да и шаг не вполне 2мм, Короче, оказалась резьба 2", с мелким шагом (12 ниток на дюйм или 2,11мм).
Вот и китайцы вполне могли сделать пруток 3/8" с минусовым допуском, большим чем допустимо, а потом продать нам по дешёвке, но уже как 9мм, а плюсовой допуск сам получится.
#2005590 Где брать 3/8" шпильку и гайки?
Отправлено от
в 12 March 2017 - 19:58
in
Самостоятельный ремонт и самоделки
Сейчас заглянул в поставки металлопроката, и ужаснулся.
выдержка с сайта:
Стальной круг делят по классу точности:
А от +0.3мм до -0.9мм.
Б от +0.6мм до -2.0мм.
В от +0.8мм до -4.0мм.
Диаметр горячекатаного круга: от 5мм до 270мм.
Так что вполне можно подобрать нужный диаметр, только побегать придётся и металлобазы продают пруток от 1м, и покупать обязательно со штангелем ибо: вместо D 10 могут продать 9,1мм, и всё будет в допуске... !
выдержка с сайта:
Стальной круг делят по классу точности:
- круг обычной точности – В
- круг повышенной точности – Б
- и круги высокой точности – А
А от +0.3мм до -0.9мм.
Б от +0.6мм до -2.0мм.
В от +0.8мм до -4.0мм.
Диаметр горячекатаного круга: от 5мм до 270мм.
Так что вполне можно подобрать нужный диаметр, только побегать придётся и металлобазы продают пруток от 1м, и покупать обязательно со штангелем ибо: вместо D 10 могут продать 9,1мм, и всё будет в допуске... !
#2008586 Фиксаторы резьбы для мелких винтиков
Отправлено от
в 21 March 2017 - 21:21
in
Самостоятельный ремонт и самоделки
У меня на работе винтики типа М2, М3 ставят на фиксатор резьбы Loctite синего цвета.
#2021565 Где брать 3/8" шпильку и гайки?
Отправлено от
в 28 April 2017 - 18:43
in
Самостоятельный ремонт и самоделки
to nettmann, проблема не в плашках и метчиках, rapucha ещё в своём первом посте писал, что купить их не проблема. Проблема в заготовке - где её купить, чтобы без обработки напильником, или на токарном станке.
Сегодня купил на распродаже "Справочник молодого токаря", там нашёл таблицу по нарезанию дюймовых крепёжных резьб (по ОСТ НКТП 1260) Допуски на наружный диаметр резьбы 3/8"
верхнее отклонении: - (минус) 165 мкм, нижнее: - (минус) 465 мкм. Номинальный диаметр: 9,525 мм.
Итого получаем, что диаметр стержня для нарезки дюймовой резьбы 3/8" должен быть от 9,06 мм до 9,36 мм. Конечно, по ГОСТ 7617 на калиброванную круглую сталь есть прутки диаметрами 9,0 ; 9,2 ; 9,3 ; и 9,5 мм. Теперь вопросы: "А где купить такой пруток?" или "Кто продаст их в розницу длиной хотя бы 1 м (если они вообще есть в продаже)? Поэтому и советовал походить по рынка и магазинам со штангенциркулем.
Для информации : У меня контора занимается приборостроением, и частенько требуется купить заготовки длиной в пол метра или около того. Снабжение в ужасе: Никто из продавцов металлопроката с такими партиями даже связываться не хочет. Хорошо если минимальная длина заказа окажется 6 м... А куда остальное девать, если это разовый заказ на нестандартное оборудование?
Сегодня купил на распродаже "Справочник молодого токаря", там нашёл таблицу по нарезанию дюймовых крепёжных резьб (по ОСТ НКТП 1260) Допуски на наружный диаметр резьбы 3/8"
верхнее отклонении: - (минус) 165 мкм, нижнее: - (минус) 465 мкм. Номинальный диаметр: 9,525 мм.
Итого получаем, что диаметр стержня для нарезки дюймовой резьбы 3/8" должен быть от 9,06 мм до 9,36 мм. Конечно, по ГОСТ 7617 на калиброванную круглую сталь есть прутки диаметрами 9,0 ; 9,2 ; 9,3 ; и 9,5 мм. Теперь вопросы: "А где купить такой пруток?" или "Кто продаст их в розницу длиной хотя бы 1 м (если они вообще есть в продаже)? Поэтому и советовал походить по рынка и магазинам со штангенциркулем.
Для информации : У меня контора занимается приборостроением, и частенько требуется купить заготовки длиной в пол метра или около того. Снабжение в ужасе: Никто из продавцов металлопроката с такими партиями даже связываться не хочет. Хорошо если минимальная длина заказа окажется 6 м... А куда остальное девать, если это разовый заказ на нестандартное оборудование?
#2027314 Где брать 3/8" шпильку и гайки?
Отправлено от
в 17 May 2017 - 19:36
in
Самостоятельный ремонт и самоделки
Liukk сказал:
Не так давно покупал в ООО "Евроболт" около м. Комендантский пр.
#2037623 Гелиос 44 - а зачем ?
Отправлено от
в 20 June 2017 - 19:16
in
Kамеры и оптика M42
DM1TRY (10 June 2017 - 21:50) писал:
Подскажите пожалуйста! Мне нужны 4 винта которые вкручиваются сзади Г 44м-4 и тд. Где можно выкрутить аналогичные, кроме других объективов?
Сам недавно купил винтики М1,6, кажется длиной 12 мм (вот только забыл куда положил, поэтому уточнить не могу), по 7руб за штуку.
#2039228 Крышка для переходника M42-K.mount
Отправлено от
в 27 June 2017 - 21:45
in
Kамеры и оптика M42
Есть такое дело. От переходника сильно зависит. Сейчас специально проверил на нескольких объективах, как родных так и нет, и на разных переходниках, как без бесконечности, так и с ней, и на разных крышках (Pentax, Tamron, Soligor). Интересный результат получился. Одна и та же крышка может на одном объективе болтаться, а на другом вставать плотно, а другая работает прямо наоборот. Даже крышки от двух приличных Тамронов вели себя по разному на одном и том же переходнике (на все объективы без переходников все фирменные крышки вставали одинаково хорошо). Единственные крышки которые встают плотно везде, это те, которые я распечатал на 3D принтере. Вот эта модель https://www.thingive...om/thing:184905
#2100435 Кассеты к карданной фотокамере "Восток"
Отправлено от
в 04 February 2018 - 09:56
in
Самостоятельный ремонт и самоделки
Не там искали.
1. Винт М6 с левой резьбой используется для крепления патроне электродрели. http://www.infracom....055454631800004
2. В талрепе М6 есть два винта, у одного левая, а у другого правая резьба https://petrovich.ru...g/21233/108073/
3. в магазинах автозапчастей ещё и не такое можно найти.
1. Винт М6 с левой резьбой используется для крепления патроне электродрели. http://www.infracom....055454631800004
2. В талрепе М6 есть два винта, у одного левая, а у другого правая резьба https://petrovich.ru...g/21233/108073/
3. в магазинах автозапчастей ещё и не такое можно найти.
#2112680 3D печать на службе у самодельщика
Отправлено от
в 16 March 2018 - 22:03
in
Самостоятельный ремонт и самоделки
Захотелось мне попробовать тилт-объектив. На сайте https://www.thingiverse.com , в качестве примера, скачал тилт переходник для Samsunga NX https://www.thingive...om/thing:966948 И он мне не понравился - при стопорении, за счёт трения, идёт проворот объектива. Поэтому от сферы решил отказаться и сделать две отдельные оси вращения - наклон и поворот.
Делать из сантехнического переходника и Индустара 50, как предлагают на просторах интернета - не хотелось, я ведь инженером-конструктором работаю и 3D принтер на работе имеется в полном моём распоряжении. Захотелось испытать себя, смогу или нет спроектировать полноценный корпус объектива, пускай даже такой простой как Индустар-50.
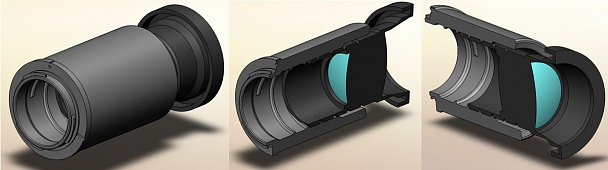
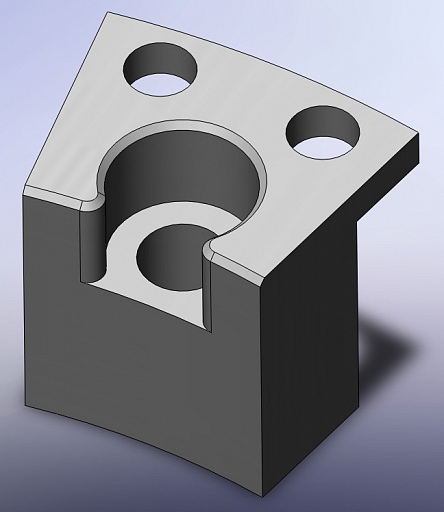
Из И-50 вынул линзоблок, сделал 3D модель и распечатал её (с резьбами, с геликоидом, регулировками, установкой диафрагмы и пр.) Есть наклон вверх/вниз примерно на 10* и отдельно вращение вокруг оси байонета на 360*. Каждое положение стопорится отдельными винтами.
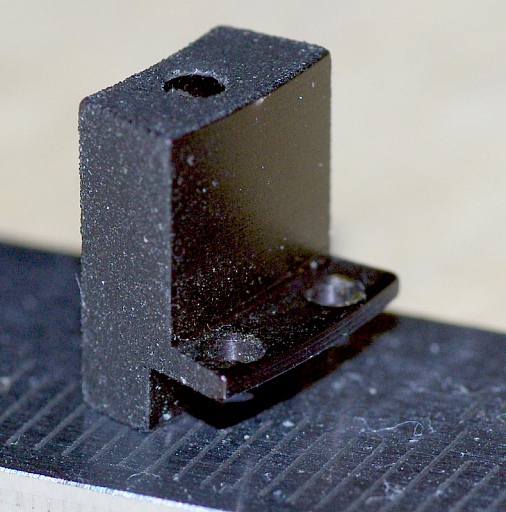
Модель
Внешний вид с наклоном вниз и поворотом (снято на телефон, поэтому качество плохое)

примеры съёмки
контрольный.
наклон вниз 10 град.
Делать из сантехнического переходника и Индустара 50, как предлагают на просторах интернета - не хотелось, я ведь инженером-конструктором работаю и 3D принтер на работе имеется в полном моём распоряжении. Захотелось испытать себя, смогу или нет спроектировать полноценный корпус объектива, пускай даже такой простой как Индустар-50.
Из И-50 вынул линзоблок, сделал 3D модель и распечатал её (с резьбами, с геликоидом, регулировками, установкой диафрагмы и пр.) Есть наклон вверх/вниз примерно на 10* и отдельно вращение вокруг оси байонета на 360*. Каждое положение стопорится отдельными винтами.
Модель
Внешний вид с наклоном вниз и поворотом (снято на телефон, поэтому качество плохое)
примеры съёмки
контрольный.
наклон вниз 10 град.
#2112683 3D печать на службе у самодельщика
Отправлено от
в 16 March 2018 - 22:10
in
Самостоятельный ремонт и самоделки
наклон вверх 10 град
Качество печати 3D принтера

Всё вращается плавно - просто я хорошо знаю свой принтер и допуски закладывал сразу и в нужную сторону. Небольшая притирка была, ну и после точного литься требуется механическая обработка.
Мой принтер по высоте печатает с точность до толщины слоя, по горизонту - наружные размеры (валы) также довольно точно, а вот отверстия печатает в минусе (меньше на 0,5 мм)
Качество печати 3D принтера
Всё вращается плавно - просто я хорошо знаю свой принтер и допуски закладывал сразу и в нужную сторону. Небольшая притирка была, ну и после точного литься требуется механическая обработка.
Мой принтер по высоте печатает с точность до толщины слоя, по горизонту - наружные размеры (валы) также довольно точно, а вот отверстия печатает в минусе (меньше на 0,5 мм)
#2112686 3D печать на службе у самодельщика
Отправлено от
в 16 March 2018 - 22:19
in
Самостоятельный ремонт и самоделки
Замечание. Примеры немного были улучшены в фоторедакторе, ибо снимал дома при свете светодиодных ламп. Синева, что снизу на снимке "наклон вверх 10 град" - скорее всего блик люстры от поверхности "бленды" - привода диафрагмы, нужно будет её хорошо заматировать.
#2112746 3D печать на службе у самодельщика
Отправлено от
в 17 March 2018 - 10:15
in
Самостоятельный ремонт и самоделки
Под Триплет-5 я уже и спроектировал и напечатал, правда без привода диафрагмы, это был мой первый опыт. У него диаметр 42,5
Сейчас есть желание сделать уже полноценный тилт-шифт на базе Триплета 78/2.8. (и с приводом наклона как в червячной передаче, а не вручную). Но от него тоже возьму только линзоблок. Он вворачивается в корпус на резьбе М33х0,75, и такую резьбу намного легче сделать чем М22х0,5, как на линзоблоке Индустара-50. И вообще в машиностроительных стандартах на резьбы, в пластмассе рекомендуется нарезать резьбы с крупным шагом. Мой Триплет 78/2.8 был в солидном силуминовом корпусе диаметром Ф 52,5 мм, и расстояние от торца корпуса по плоскости изображения порядка 40 мм. Т.е. внутрь байонета К он не лез и на бесконечность не наводился. А сам линзоблок очень даже компактный и лёгкий. Так что хвост я уже отпилил. Напечатал переходную втулку, чтобы к Пентаксу можно было присоединить и проверить качество - всё оказалось вполне нормальным на открытой диафрагме, кроме боке (сравнивал с Тамроном 90/2.8 макро).
А вот это давайте обсудим - что делать то надо? Говоря техническим языком - составим техническое задание.
Для 3D принтера есть ограничения - толщину стенки желательно иметь больше 1 мм, а лучше более 1,5 мм. Силовую нагрузку пластик особо нести не будет - поэтому желательно монтировать только линзоблоки. И конструкцию можно спроектировать и напечатать такую, что в металле только на ЧПУ можно будет изготовить.
Сейчас есть желание сделать уже полноценный тилт-шифт на базе Триплета 78/2.8. (и с приводом наклона как в червячной передаче, а не вручную). Но от него тоже возьму только линзоблок. Он вворачивается в корпус на резьбе М33х0,75, и такую резьбу намного легче сделать чем М22х0,5, как на линзоблоке Индустара-50. И вообще в машиностроительных стандартах на резьбы, в пластмассе рекомендуется нарезать резьбы с крупным шагом. Мой Триплет 78/2.8 был в солидном силуминовом корпусе диаметром Ф 52,5 мм, и расстояние от торца корпуса по плоскости изображения порядка 40 мм. Т.е. внутрь байонета К он не лез и на бесконечность не наводился. А сам линзоблок очень даже компактный и лёгкий. Так что хвост я уже отпилил. Напечатал переходную втулку, чтобы к Пентаксу можно было присоединить и проверить качество - всё оказалось вполне нормальным на открытой диафрагме, кроме боке (сравнивал с Тамроном 90/2.8 макро).
Roman_L сказал:
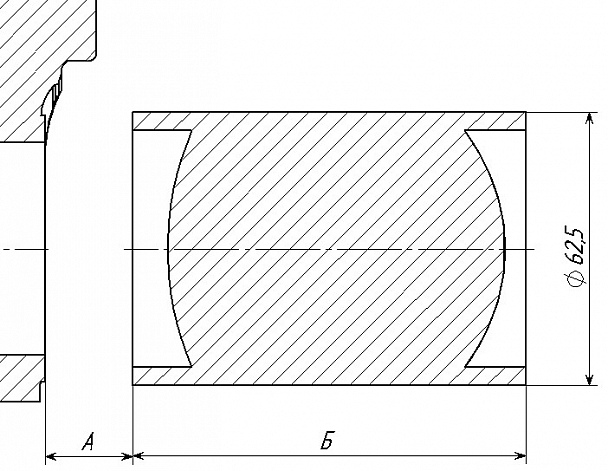
Может и фокусер нормальный под проекционники диаметрами 62,5м
Для 3D принтера есть ограничения - толщину стенки желательно иметь больше 1 мм, а лучше более 1,5 мм. Силовую нагрузку пластик особо нести не будет - поэтому желательно монтировать только линзоблоки. И конструкцию можно спроектировать и напечатать такую, что в металле только на ЧПУ можно будет изготовить.
#2112748 3D печать на службе у самодельщика
Отправлено от
в 17 March 2018 - 10:21
in
Самостоятельный ремонт и самоделки
Alone_Stranger сказал:
Liukk, а можете выложить файлы в публичку?
И куда выкладывать? Как я понял на сайте пентаклуба можно только картинки выложить, а zip файлы не получится.
#2112765 3D печать на службе у самодельщика
Отправлено от
в 17 March 2018 - 11:45
in
Самостоятельный ремонт и самоделки
Те. грубо, фокусер - корпус, в который должен войти гладкий цилиндрический корпус диаметром 62,5 мм, правильно?
Зачем? Хочется много оборотов при наводке на резкость делать? У меня на тилт-индустаре ход многозаходной резьбы задал 9мм, и это при диаметре 30 мм, И ничего не клинило.
Если мечтать то по серьёзному. Сначала описать идеал, а потом уже подыскивать компромиссы.
1. ход - 40мм и желательно менее оборота, например 350* ну или как получится.
2. Внутренний диаметр 62,5 мм. Насчёт зазора в 0,3 мм - не советовал бы - болтаться будет
3. Фиксаторы от выпадаения линзоблока.
4 Движение линзоблока винтовое, как в И-50, или линейное как в И-61 Л/З , гелиосе 44 ?
5 Привод диафрагмы: делать, не делать, куда ставить: перед передней линзой, после задней? куда выводить кольцо установки диафрагмы? Есть пример диафрагмы для 3D принтера https://www.thingive...m/thing:1754699 можно воспользоваться, как образцом.
Есть статья на Lens-club.ru "3D-Print технологии для изготовления самодельных корпусов для объективов". Там автор сделал много корпусов с линейным перемещением объектива. Принцип там един и автор приспосабливает его под различные объективы. Но можно сделать и нечто универсальное.
часть 1 http://lens-club.ru/...item/c_168.html
часть 2 http://lens-club.ru/...item/c_169.html
P.S. Если ориентироваться на 3D принтер, то ему глубоко всё равно: что печатать и какой сложности будут детали, главное чтобы их вообще можно было напечатать. А сколько деталей получится это уже другой вопрос - главное чтобы было удобно пользоваться.
Roman_L сказал:
с минимальным количеством деталей, осевое перемещение 10мм на оборот, максимальный ход геликоида 40 мм
Если мечтать то по серьёзному. Сначала описать идеал, а потом уже подыскивать компромиссы.
1. ход - 40мм и желательно менее оборота, например 350* ну или как получится.
2. Внутренний диаметр 62,5 мм. Насчёт зазора в 0,3 мм - не советовал бы - болтаться будет
3. Фиксаторы от выпадаения линзоблока.
4 Движение линзоблока винтовое, как в И-50, или линейное как в И-61 Л/З , гелиосе 44 ?
5 Привод диафрагмы: делать, не делать, куда ставить: перед передней линзой, после задней? куда выводить кольцо установки диафрагмы? Есть пример диафрагмы для 3D принтера https://www.thingive...m/thing:1754699 можно воспользоваться, как образцом.
Есть статья на Lens-club.ru "3D-Print технологии для изготовления самодельных корпусов для объективов". Там автор сделал много корпусов с линейным перемещением объектива. Принцип там един и автор приспосабливает его под различные объективы. Но можно сделать и нечто универсальное.
часть 1 http://lens-club.ru/...item/c_168.html
часть 2 http://lens-club.ru/...item/c_169.html
P.S. Если ориентироваться на 3D принтер, то ему глубоко всё равно: что печатать и какой сложности будут детали, главное чтобы их вообще можно было напечатать. А сколько деталей получится это уже другой вопрос - главное чтобы было удобно пользоваться.
#2112785 3D печать на службе у самодельщика
Отправлено от
в 17 March 2018 - 12:47
in
Самостоятельный ремонт и самоделки
Roman_L сказал:
то фокусировка в районе 10м...бесконечность будет доли угловых градусов поворота занимать, трудно.
Roman_L сказал:
вставляем блок диафрагмы от Индустар-51
Roman_L сказал:
Вот бы шифт сделать для СФ короткофокусных
Roman_L сказал:
Кстати, извиняюсь за офф-топик,
#2112983 3D печать на службе у самодельщика
Отправлено от
в 18 March 2018 - 09:54
in
Самостоятельный ремонт и самоделки
Я печатал из ABS пластика, он достаточно прочный и часто применяется в промышленности для не силовых корпусов. На работе напечатал несколько коробочек для контрольно измерительных приборов. На каждом штук по 10 разъёмов - полгода стоит при довольно интенсивном использовании (разъёмы втыкают и вытаскивают). Сломалась только одна коробочка и то только потому, что на неё сели...
В промышленности давно используют подшипники из фторопласта, капролона, текстолита, даже деревянные подшипники есть и всё работает. Только расчёты нужны и необходимо предотвратить попадание твёрдых абразивных частиц на поверхности трения. Вот трение алюминия по алюминию или нержавеюшей стали по нерж. стали - кошмар полный, задиры обеспечены.
А так конструкцию необходимо тщательно продумать и просчитать на прочность. Пониженную прочность можно толщиной и рациональной конструкцией компенсировать - это уже к Сопромату и расчётным программам. Также необходимо учитывать свойства пластика, что у него коэф-ты теплового расширения выше, чем у металла. Есть один нюанс: по Сопромату прогиб обратно пропорционален кубу высоты балки., напряжения - квадрату. Для тонкостенным трубам, коими являются корпуса объективов схожие соотношения. Плотность алюминия - 2,7 Пластика 1...1,3 Вполне можно сделать равнопрочную конструкцию из пластика, причём она может оказаться схожей с алюминиевым корпусом массы и прочности. Пока не прорисую - не скажу (любимая поговорка конструкторов)
Байонет объектива желательно сделать из металла - хотя бы для того, чтобы пластиковая стружка не попадала внутрь камеры и на матрицу. Винты я также взял металлические: во-первых проще взять готовые, во вторых слабым местом в паре винт-гайка всегда является винт.
Насчёт переименования темы - а какие проблемы? Например "Самодельный объектив на 3D принтере" или типа того
По-поводу проекционников - у меня их нет в наличии, но расчёты на прочность сделать могу: нужна масса, примерное расположение центра тяжести и габаритные размеры. Посмотрю какие там могут возникнуть напряжения и где могут быть слабые места фокусера . Расчёт на прочность методом конечных элементов в SW подобной конструкции длится недолго - секунд 5, 3D модель буду намного дольше делать.
В промышленности давно используют подшипники из фторопласта, капролона, текстолита, даже деревянные подшипники есть и всё работает. Только расчёты нужны и необходимо предотвратить попадание твёрдых абразивных частиц на поверхности трения. Вот трение алюминия по алюминию или нержавеюшей стали по нерж. стали - кошмар полный, задиры обеспечены.
А так конструкцию необходимо тщательно продумать и просчитать на прочность. Пониженную прочность можно толщиной и рациональной конструкцией компенсировать - это уже к Сопромату и расчётным программам. Также необходимо учитывать свойства пластика, что у него коэф-ты теплового расширения выше, чем у металла. Есть один нюанс: по Сопромату прогиб обратно пропорционален кубу высоты балки., напряжения - квадрату. Для тонкостенным трубам, коими являются корпуса объективов схожие соотношения. Плотность алюминия - 2,7 Пластика 1...1,3 Вполне можно сделать равнопрочную конструкцию из пластика, причём она может оказаться схожей с алюминиевым корпусом массы и прочности. Пока не прорисую - не скажу (любимая поговорка конструкторов)
Байонет объектива желательно сделать из металла - хотя бы для того, чтобы пластиковая стружка не попадала внутрь камеры и на матрицу. Винты я также взял металлические: во-первых проще взять готовые, во вторых слабым местом в паре винт-гайка всегда является винт.
Насчёт переименования темы - а какие проблемы? Например "Самодельный объектив на 3D принтере" или типа того
По-поводу проекционников - у меня их нет в наличии, но расчёты на прочность сделать могу: нужна масса, примерное расположение центра тяжести и габаритные размеры. Посмотрю какие там могут возникнуть напряжения и где могут быть слабые места фокусера . Расчёт на прочность методом конечных элементов в SW подобной конструкции длится недолго - секунд 5, 3D модель буду намного дольше делать.
#2113012 3D печать на службе у самодельщика
Отправлено от
в 18 March 2018 - 12:21
in
Самостоятельный ремонт и самоделки
Продолжу мысль про прочность.
В Сопромате есть такое понятие как "потеря устойчивости". Пример : стальным тросом толкать нельзя, в отличие от стального прута. Но этот же трос на растяжение выдержит бОльшую нагрузку (иногда в несколько раз), чем прут такого же диаметра.
К чему я это, а к тому, что часто лимитирующим фактором при конструировании тонкостенных оболочек, (например объектив сплошь состоит из тонкостенных оболочек) является не предел прочности, а потеря устойчивости. Например, фокусировочное кольцо объектива может быть просто смято в поперечном направлении пальцами. Также есть технологические ограничения на толщину стенки при изготовлении.
И именно это могло и влиять на массу корпуса и различных колен к конструкции объектива.
При печати на 3D принтере технологический фактор выступает на первое место и как я уже писал "Для 3D принтера есть ограничения - толщину стенки желательно иметь больше 1 мм, а лучше более 1,5 мм." И это всё нужно просто знать и учитывать при проектировании.
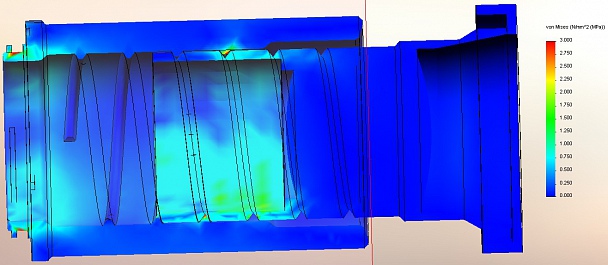
В качестве примера решил посчитать на прочность свой корпус для Триплета-5 (см картинку выше, п.8)
Для пущей надёжности материал объектива Т-5 взял из стали, чтобы потяжелее был, и силу тяжести увеличил в ПЯТЬ раз. типа имитация рывков при эксплуатации.
Напряжения, показаны те, что выше 3 МПа (30кгс/см2) Предел прочности АБС пластика - 30МПа
Перемещения (прогибы)
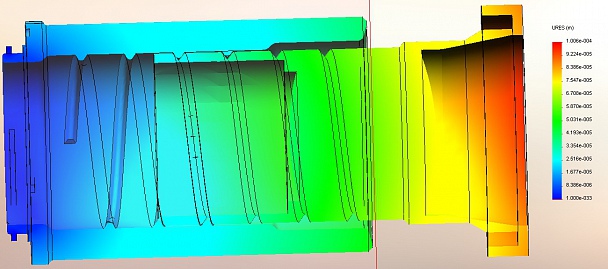
Как и предполагал - в байонете проблемная зона, делать только из металла, а по корпусу - ерунда, можно решить конструктивно.
P.S. На счёт тилта и шифта. Из И-50 можно сделать либо одно либо другое, совместить не получится, ибо линзоблок И-50 находится прямо в байонетном узле и места там маловато.
В Сопромате есть такое понятие как "потеря устойчивости". Пример : стальным тросом толкать нельзя, в отличие от стального прута. Но этот же трос на растяжение выдержит бОльшую нагрузку (иногда в несколько раз), чем прут такого же диаметра.
К чему я это, а к тому, что часто лимитирующим фактором при конструировании тонкостенных оболочек, (например объектив сплошь состоит из тонкостенных оболочек) является не предел прочности, а потеря устойчивости. Например, фокусировочное кольцо объектива может быть просто смято в поперечном направлении пальцами. Также есть технологические ограничения на толщину стенки при изготовлении.
И именно это могло и влиять на массу корпуса и различных колен к конструкции объектива.
При печати на 3D принтере технологический фактор выступает на первое место и как я уже писал "Для 3D принтера есть ограничения - толщину стенки желательно иметь больше 1 мм, а лучше более 1,5 мм." И это всё нужно просто знать и учитывать при проектировании.
В качестве примера решил посчитать на прочность свой корпус для Триплета-5 (см картинку выше, п.8)
Для пущей надёжности материал объектива Т-5 взял из стали, чтобы потяжелее был, и силу тяжести увеличил в ПЯТЬ раз. типа имитация рывков при эксплуатации.
Напряжения, показаны те, что выше 3 МПа (30кгс/см2) Предел прочности АБС пластика - 30МПа
Перемещения (прогибы)
Как и предполагал - в байонете проблемная зона, делать только из металла, а по корпусу - ерунда, можно решить конструктивно.
P.S. На счёт тилта и шифта. Из И-50 можно сделать либо одно либо другое, совместить не получится, ибо линзоблок И-50 находится прямо в байонетном узле и места там маловато.
#2113472 3D печать на службе у самодельщика
Отправлено от
в 19 March 2018 - 20:46
in
Самостоятельный ремонт и самоделки
Продолжение, моё использование 3D принтера
Купил себе MC Sonnar 180 2.8 CZJ в комиссионке. Предыдущий владелец снабдил объектив самодельной передней крышкой М86х0,75 и самодельным переходником на М42. В общем переходник был железный толстый и очень тяжёлым вдобавок резьба М42 была нарезана ну с очень большим отклонением и объектив стоял криво, фильтровая резьба у зонара оказалась с шагом 1мм и "толкатель" диафрагмы отсутствовал...
Но оптика оказалась в прекрасном состоянии.
В общем напечатал крышку c нужной резьбой
Вместо этой детальки в которой двигался "толкатель" диафрагмы
Напечатал эту и вставил гвоздик d2 с пружинкой.
деталька серого цвета, просто пластик такого цвета стоял в принтере, а менять лень было ибо деталь всё равно внутри находится. Пружинка находится с другой стороны детальки и её просто не видно. Пружинка, распрямляясь надавливает шляпкой гвоздика на рычаг закрытия диафрагмы.

Теперь фокусироваться можно на открытой диафрагме, после чего её можно закрыть поворотом кольца на объективе, как в некоторых моделях Гелиоса 44М.
По-поводу покупных корпусов - так кто бы спорил, естественно металл лучше, вот только не всегда можно купить нужного размера либо получается некий несуразный монстр, да и Гелиос 44 из которого обычно самодельщики мастерят, жалко...
Сделал прикидку по прочности корпуса. Байонетный узел обязательно делать из металла! можно использовать и переходник с К байонетом, только необходимо хорошо продумать как его крепить к пластиковому корпусу, ибо мелкие винты тяжёлый объектив запросто из пластика выдрать может. А там, где будет располагаться линзоблок корпус и из пластика сделать можно, только толщину стенок рассчитать нужно и конструкцию оптимизировать . У меня получилось, что можно и проекционный объектив массой в 5 кг спокойно установить, и толщина стенки будет 6...8 мм, что совершенно не смертельно.
для КNA. А как тему переименовать, что-то я не нашёл как это самому сделать?
Купил себе MC Sonnar 180 2.8 CZJ в комиссионке. Предыдущий владелец снабдил объектив самодельной передней крышкой М86х0,75 и самодельным переходником на М42. В общем переходник был железный толстый и очень тяжёлым вдобавок резьба М42 была нарезана ну с очень большим отклонением и объектив стоял криво, фильтровая резьба у зонара оказалась с шагом 1мм и "толкатель" диафрагмы отсутствовал...
Но оптика оказалась в прекрасном состоянии.
В общем напечатал крышку c нужной резьбой
Вместо этой детальки в которой двигался "толкатель" диафрагмы
Напечатал эту и вставил гвоздик d2 с пружинкой.
деталька серого цвета, просто пластик такого цвета стоял в принтере, а менять лень было ибо деталь всё равно внутри находится. Пружинка находится с другой стороны детальки и её просто не видно. Пружинка, распрямляясь надавливает шляпкой гвоздика на рычаг закрытия диафрагмы.
Теперь фокусироваться можно на открытой диафрагме, после чего её можно закрыть поворотом кольца на объективе, как в некоторых моделях Гелиоса 44М.
По-поводу покупных корпусов - так кто бы спорил, естественно металл лучше, вот только не всегда можно купить нужного размера либо получается некий несуразный монстр, да и Гелиос 44 из которого обычно самодельщики мастерят, жалко...
Сделал прикидку по прочности корпуса. Байонетный узел обязательно делать из металла! можно использовать и переходник с К байонетом, только необходимо хорошо продумать как его крепить к пластиковому корпусу, ибо мелкие винты тяжёлый объектив запросто из пластика выдрать может. А там, где будет располагаться линзоблок корпус и из пластика сделать можно, только толщину стенок рассчитать нужно и конструкцию оптимизировать . У меня получилось, что можно и проекционный объектив массой в 5 кг спокойно установить, и толщина стенки будет 6...8 мм, что совершенно не смертельно.
для КNA. А как тему переименовать, что-то я не нашёл как это самому сделать?
#2113579 3D печать на службе у самодельщика
Отправлено от
в 20 March 2018 - 08:02
in
Самостоятельный ремонт и самоделки
Rapucha сказал:
1. А может, на гитхаб выкладывать в виде проекта? Идеологически -- самое подходящее место.
Rapucha сказал:
2. Из-за послойной печати прочность детали вдоль слоев наверное ниже, чем паспортное значение для пластика?
Но также сильно влияет технология печати: скорость, толщина и ширина отдельной "полоски", выходящей из сопла; скорость печати заполнения, % заполнения "нутрянки", температура стола, адгезия первого слоя к столу. При печати пластиком АБС высоких и крупных деталей необходимо делать "кожух", во избежание расслоения. Правильно расположить деталь на столе, сделать "поддержки" ибо принтер в воздухе печатать не умеет. Я 3D принтер больше пары месяцев осваивал (каждый день на работе), а сколько форумов по 3D печати изучил... Вот когда изведёшь 1 кг пластика, вот тогда появляется некое понимание процесса. Детали после 3D печати требуют доводки, резьбовые отверстия М5 необходимо прочистить метчиком. Крупные резьбы с мелким шагом тоже чистить необходимо, а метчиков и плашек таких НЕТ, по крайней мере в обычном магазине. Я это делаю либо метчиком нужного шага, либо нужной пластиной резьбомера. Для притирки соприкасающихся поверхностей большого радиуса для упомянутого тилта из И-50 даже специально напечатал притир, чтобы шкуркой поверхности не завалить.
Так что не думайте, что получив 3D модели, и напечатав по ним детали, всё сразу соберётся и будет работать Я ещё пару часов притирал, чистил и заусенцы снимал.
KNA сказал:
хоть я и не сторонник пластмассы
#2113730 3D печать на службе у самодельщика
Отправлено от
в 20 March 2018 - 19:12
in
Самостоятельный ремонт и самоделки
Rapucha сказал:
Гит - это самая популярная система контроля версий на сейчас.
Rapucha сказал:
Также часто бывает, что к вашему проекту подключаются еще люди, и получается совместная работа над проектом.
#2113757 3D печать на службе у самодельщика
Отправлено от
в 20 March 2018 - 20:35
in
Самостоятельный ремонт и самоделки
Почитал википедию и не понял - а зачем эти IT технологии конструкторам-механикам, которые могут работать в разных программах (один в SW, другой в NX, а третий в Inventor'е)? Ну и как обмениваться файлами? Да есть конечно форматы обмена, но при конвертации пропадет дерево построения, часть 3D модели может вообще не допускать корректировку (вставляется как импортированная модель, с которой ничего сделать нельзя), а то и целые куски деталей пропадают, и часто проще перерисовать заново, чем мучиться с корректировкой. Скачивал 3D модели с интернета в универсальных форматах, знаю проблемы не по-наслышке. Это хорошо только для демонстрации и оценки конечного результата, но не в качестве промежуточного рабочего варианта.
#2113885 3D печать на службе у самодельщика
Отправлено от
в 21 March 2018 - 07:46
in
Самостоятельный ремонт и самоделки
Rapucha сказал:
Возможно, вы ограничите всех работающих над проектом в SW.
И напоследок. Я уже месяц пытаюсь найти чертежи объективов, не разрезы, не схемы, а именно чертежи с размерами и допусками. Фото- и видео-ряды разборок, выложенные на фотосайтах и U2B не устраивают хотя это лучше чем ничего. Вот Атласы редукторов, насосов и тп. есть и в большом количестве - с чертежами, расчётами и пр. Причём у меня и в бумажном виде есть несколько атласов. Но это не то. Ибо всегда проще конструировать когда есть аналог.
#2114042 3D печать на службе у самодельщика
Отправлено от
в 21 March 2018 - 19:44
in
Самостоятельный ремонт и самоделки
Нагорело!
Сегодня посмотрел под микроскопом на резьбу геликоида Mamia-sekor cs 50/ 1:1,4 (купил по случаю без задней части корпуса, но с геликоидом). Подобный принцип хотел в самоделках использовать
Оказалась: левая, диаметр 50 мм, угол профиля 60*, шаг 2 мм и 8 заходов, хотя, по идее, там должна быть с трапецеидальным профилем и углом 30*, ведь это всё же ходовая резьба, а не крепёжная.
В общем - хочешь сделать качественно - сделай сам.
Сегодня посмотрел под микроскопом на резьбу геликоида Mamia-sekor cs 50/ 1:1,4 (купил по случаю без задней части корпуса, но с геликоидом). Подобный принцип хотел в самоделках использовать
Оказалась: левая, диаметр 50 мм, угол профиля 60*, шаг 2 мм и 8 заходов, хотя, по идее, там должна быть с трапецеидальным профилем и углом 30*, ведь это всё же ходовая резьба, а не крепёжная.
В общем - хочешь сделать качественно - сделай сам.
#2114295 3D печать на службе у самодельщика
Отправлено от
в 22 March 2018 - 19:31
in
Самостоятельный ремонт и самоделки
Выполняю обещанное.
Комплект КД на тилт-объектив на базе Индустар-50 см. пост № 1
https://yadi.sk/d/ORIwxdOm3TeYtZ
Файлы формата stl - непосредственно для печати на 3D принтере (точнее для загрузки в программу слайсер и дальнейшей печати) и сборка в step - если кому-то что-то будет непонятно. Там можно и отдельные детали вытащить. Внимательно читайте спецификацию и тт в Сборочном чертеже. Названия файлов либо по английски, либо латиницей, уж извините, иначе после распаковки step'а названия получаются иероглифами.
S. P. Обратите внимание есть три покупные детали!
2 винта М5х16 (один с доработкой - есть чертёж)
и оборачивающий переходник К-фильтровая резьба М52х0,5
Всё отражено в спецификации.
Комплект КД на тилт-объектив на базе Индустар-50 см. пост № 1
https://yadi.sk/d/ORIwxdOm3TeYtZ
Файлы формата stl - непосредственно для печати на 3D принтере (точнее для загрузки в программу слайсер и дальнейшей печати) и сборка в step - если кому-то что-то будет непонятно. Там можно и отдельные детали вытащить. Внимательно читайте спецификацию и тт в Сборочном чертеже. Названия файлов либо по английски, либо латиницей, уж извините, иначе после распаковки step'а названия получаются иероглифами.
S. P. Обратите внимание есть три покупные детали!
2 винта М5х16 (один с доработкой - есть чертёж)
и оборачивающий переходник К-фильтровая резьба М52х0,5
Всё отражено в спецификации.
#2114573 3D печать на службе у самодельщика
Отправлено от
в 23 March 2018 - 21:55
in
Самостоятельный ремонт и самоделки
Roman_L сказал:
Может и фокусер нормальный под проекционники диаметрами 62,5мм (под 52,5мм можно вставку цилиндрическую сделать) спроектируете? Народ за чертежи Вам будет очень признателен!
1. мне нужны размеры А и Б. Я понимаю, что на разных объективах эти размеры будет разными. Давайте составим таблицу для конкретных объективов, чтобы мне иметь отправные точки и не выискивать всё это на просторах интернета. Причём мне нужно именно расстояние от конца оправы проекционника (а не от задней линзы) и до плоскости байонета. Хочу использовать торец как базу.
2. Для линейного перемещения объектива наружный диаметр корпуса пока получается 95 мм (при диаметре объектива 62,5 мм). Но это без привода диафрагмы. Давайте ваши замечания.
3. Что с приводом диафрагмы делать? Ставить внутри или сзади?
4.Вся конструкция должна выдерживать довольно большую массу проекционника (до 1,5 кг как я понял). Решается это обычным расчётом на прочность по Сопромату, точнее я делаю это методом конечных элементов в спец расчётной программе, но не суть. А вот байонетный узел вызывает опасения. Обычный переходник М42-К с фланцем тонковат там всего 1мм толщины. Для тилта с И-50 я использовал реверсивный переходник К-фильтровая резьба М52, у него толщина уже 2мм, есть место куда утопить головки винтов, в принципе для винтов М 3 такая толщина проходит, но желательно бы поиметь толщину побольше. С другой стороны вмонтирую гайку. Ибо не хочу сажать байонетный узел на шурупах которые будут вворачиваться в пластик. Могут разболтаться и вырвет их к чёрту. Есть идеи?
#2114644 3D печать на службе у самодельщика
Отправлено от
в 24 March 2018 - 09:42
in
Самостоятельный ремонт и самоделки
KNA сказал:
95 мм диаметром? Чудовищно, на мой взгляд. Для баловства и студийски со штатива ещё может пойти.
У меня не гладкий цилиндр, а ступенчатый, и 95 мм это максимальный диаметр. И пока это только первые прикидки, возможно удастся уменьшить ибо я только приступил к проектированию.
KNA сказал:
И-61 Л/З - далеко не самый лучший механизм. С изрядными люфтами.
KNA сказал:
Если же забить на правильное положение диафрагмы, то, похоже, её лучше вообще на морду объективу вешать. Что изрядно упрощает задачу проектирования корпуса.
KNA сказал:
Вот только к пластику я их никогда не прикреплял. Обычно к металлу. Любимый размер винтиков - М1.6
KNA сказал:
Как вариант, винтики вкручивать изнутри.
KNA сказал:
Другое дело, насколько крепок сам пластик вокруг.
KNA сказал:
Тяжёлые объективы проектируют таким образом, чтобы при падении камеры с объективом страдал именно объектив. Т.е. энергия удара тратилась на, к примеру, отрывание хвоста у объектива.
Пример:
KNA сказал:
Кстати, байонеты у камер часто делают из стали, а хвосты объективов обычно из цветмета,
У меня на работе ещё и титановые сплавы используют, прочность которых выше прочности обычных легированных сталей.
Я в приборостроении работаю, а не на часовом производстве, и для меня минимально допустимая резьба это М 2 и то только там, где по другому не обойтись.
#2114704 3D печать на службе у самодельщика
Отправлено от
в 24 March 2018 - 15:30
in
Самостоятельный ремонт и самоделки
По-поводу использования шурупов для силового крепления в фокусерах.
Есть такое понятие как угол самоторможения крепежной резьбы. Считается для резьбы метал-металл угол в 6* обеспечивает предотвращение самоотвинчивания. НО! это если нет вибрационных нагрузок, при их наличии резьбы рекомендуется стопорить, например шайбами с отгибными лапками (шайбы гровера, контргайки и фиксация краской используются для неответственных соединений). Для пары металл-пластик этот угол может быть меньше, Пластик может выступит как антифрикционный материал (подшипник скольжения)
Сейчас порылся в своих маленьких шурупиках. D1,6 и меньше отмёл сразу - в пластике, в фокусере, силовую нагрузку держать не будут. Нашёл D 2,7 или около того, шаг 1,25. Прикинул угол подъёма винтовой линии оказалась - 8,7*, что больше рекомендованных 6* почти в полтора раза. так что при обычной тряске при ходьбе, а также при установке/снятия объектива высока вероятность самотвинчивания крепёжных элементов с последующим падением объектива. Периодически подтягивать эти шурупики не годится - через пять-шесть подтягиваний резьба в пластике износится, или просто её сорвёт.
Так что вариант один - встраивать гайки в ответную корпусную деталь фокусера (на 3D принтере места под гайки делаются элементарно), как я и собирался. Соединение типа сменного хвоста А рассчитано на металлические детали. В Тамроновском Адаптале шаг резьбы мелковат для установки в пластмассе.
Есть такое понятие как угол самоторможения крепежной резьбы. Считается для резьбы метал-металл угол в 6* обеспечивает предотвращение самоотвинчивания. НО! это если нет вибрационных нагрузок, при их наличии резьбы рекомендуется стопорить, например шайбами с отгибными лапками (шайбы гровера, контргайки и фиксация краской используются для неответственных соединений). Для пары металл-пластик этот угол может быть меньше, Пластик может выступит как антифрикционный материал (подшипник скольжения)
Сейчас порылся в своих маленьких шурупиках. D1,6 и меньше отмёл сразу - в пластике, в фокусере, силовую нагрузку держать не будут. Нашёл D 2,7 или около того, шаг 1,25. Прикинул угол подъёма винтовой линии оказалась - 8,7*, что больше рекомендованных 6* почти в полтора раза. так что при обычной тряске при ходьбе, а также при установке/снятия объектива высока вероятность самотвинчивания крепёжных элементов с последующим падением объектива. Периодически подтягивать эти шурупики не годится - через пять-шесть подтягиваний резьба в пластике износится, или просто её сорвёт.
Так что вариант один - встраивать гайки в ответную корпусную деталь фокусера (на 3D принтере места под гайки делаются элементарно), как я и собирался. Соединение типа сменного хвоста А рассчитано на металлические детали. В Тамроновском Адаптале шаг резьбы мелковат для установки в пластмассе.
#2114868 3D печать на службе у самодельщика
Отправлено от
в 25 March 2018 - 09:42
in
Самостоятельный ремонт и самоделки
KNA сказал:
насчёт тамроновского Адаптола - это Вы мало-мало перепутали.
KNA сказал:
Но итоговый размер таки меня лично приводит в уныние
KNA сказал:
я бы таки предложил подумать над упрощённой конструкцией с вращающимся линзблоком.
Дайте только исходные данные и файлы для 3D принтера будут через несколько дней. Интересно именно создание полноценной конструкции оправы, а не имитация китайской отсебятины на тему геликоида. На 3D принтере стоит изготавливать только то, что купить невозможно. Тем более, что пластику в некоторых моментах тяжело конкурировать с металлом, даже мягким типа дюраля.
KNA сказал:
Кстати, а вообще в пластиковых деталях какую-то резьбу нарезают? Мне показалось, что просто сверлят дырку и загоняют туда саморез.
У резьб меньше чем М3 слишком мелкий шаг для пластика. Не забывайте, что печать идёт послойно. У меня принтер настроен на толщину слоя 0,15 мм. М3 с шагом 0,5 мм (три слоя на шаг резьбы, а значит профиль резьбы будет искажен) и то требует прочистки, а меньший шаг в детали получить уже практически невозможно.
И ещё, в машиностроении для мягких материалов (алюминий, медь и тп.) рекомендуют использовать максимально крупный шаг во избежание среза витков резьбы корпуса более твёрдым винтом. Для этого даже резьбовые футорки применяют. https://ru.wikipedia.org/wiki/Футорка
И ещё имейте ввиду, что при печати на 3D принтере совершенно не обязательно иметь сплошную середину, можно сделать и "соты" внутри, для снижения массы и стоимости детали, причём при заполнении порядка 60% и прочность не пострадает (Сопромат рулит). Коммерческие фирмы заявляют, что они печатают со 100% заполнением и это является маркетинговой уловкой - цена выше получается, ведь они за каждый грамм материала деньги берут, а прочность иногда даже снижается...
KNA сказал:
И на ответственных местах их на клей сажают.
KNA сказал:
гайку в пластик влепить - это можно. Но М3 - это шибко громоздко выходит.
KNA сказал:
Дюраль или латунь.
Вот Вам "черная" сталь которая вообще не подлежит механической обработке. https://ru.wikipedia...Сталь_Гадфильда
#2115395 3D печать на службе у самодельщика
Отправлено от
в 27 March 2018 - 19:57
in
Самостоятельный ремонт и самоделки
KNA сказал:
Вообще, я бы таки предложил подумать над упрощённой конструкцией с вращающимся линзблоком. Хоть это и не столь эстетично и может быть неудобно, но с проекционником может быть оправдано.


В качестве байонетного фланца использовано кольцо от китайского набора макроколец с доработкой. вот от такого (цена 500 р. на авито)

Линзоблок выставляется и фиксируется винтами спереди, на кольце фокусировки. Диафрагмы нет. Ход геликоида 30 мм. Фокусер позволяет делать почти два оборота. Предохранителя от выпадения вперёд нет. Сделать предохранитель и регулировку диафрагмы возможно (например установить диафрагму сзади линзоблока), но это либо уменьшит пределы фокусировки одним оборотом, либо приведёт к усложнению конструкции и увеличению габаритов.
Жду отзывов..
По-поводу диаметров зеркально -линзовых объективов. "корейского ЗЛО 500/8" у меня нет, но есть ЗМ-5СА, у него максимальный диаметр - 82,7 мм, аккурат как у меня.
По-поводу объективов из пластика. Недавно ковырялся с Сигмой 20-105 2,8-4. У неё всего ТРИ металлических детали: байонет и кулачковый механизм (геликоид) отвечающий за перемещение линз при фокусировке и изменении фокусного расстояния. Всё остальное-пластик, но пластик литой. Винты (шурупы) крепящие байонетное кольцо, длиной 11,5 мм, диаметром примерно 2 мм и шагом примерно 0,8 мм (возможно винты дюймовые). Такие в обычном магазине купить проблематично. Поэтому и остановился на винтах М3 с гайками, как общедоступных.
#2115407 3D печать на службе у самодельщика
Отправлено от
в 27 March 2018 - 20:43
in
Самостоятельный ремонт и самоделки
Забыл указать. масса конструкции, без линзоблока, примерно 150 г
#2115489 3D печать на службе у самодельщика
Отправлено от
в 28 March 2018 - 09:43
in
Самостоятельный ремонт и самоделки
Roman_L сказал:
Шаг резьбы (осевое перемещение на оборот) какой?
Liukk сказал:
Ход геликоида 30 мм.
Резьба многозаходная. Шаг резьбы - 2 мм, ход 30 мм,15 заходов.
См. ГОСТ 24739-81 Резьба трапецеидальная многозаходная.
Roman_L сказал:
Про запас у "хвоста" фокусера добавить бы узкое колечко
Ещё раз повторю:
Liukk сказал:
Сделать предохранитель и регулировку диафрагмы возможно (например установить диафрагму сзади линзоблока), но это либо уменьшит пределы фокусировки одним оборотом, либо приведёт к усложнению конструкции и увеличению габаритов.
"Сделать можно всё" - вопрос только времени, денег и желания всё это осуществить.
#2116075 3D печать на службе у самодельщика
Отправлено от
в 31 March 2018 - 08:45
in
Самостоятельный ремонт и самоделки
Скачал диафрагму с сайта thingiverse.com https://www.thingive...om/thing:773759 и её развитие https://www.thingive...m/thing:1754699 и напечатал.
То, что показано на сайте работоспособно, но необходимо шлифовать лепестки, иначе шероховатости цепляются.и есть риск просто сломать диафрагму.
В принципе идея здравая, только нужно диафрагму спроектировать по всем правилам, н-р см. "Справочник конструктора оптико-механических приборов". В нём достаточно данных для проектирования 25 стандартизованных типоразмеров диафрагм, с диаметром светового отверстия от 8 до 100 мм. Естественно нужно учитывать свойства пластика и вносить корректировки. В справочнике рекомендуемая толщина лепестков из стали около 0,1 мм. В моём случае, при световом диаметре 50 мм, толщина лепестка получилась 0,6 мм. Меньше делать на подобных диаметрах страшновато.
То, что показано на сайте работоспособно, но необходимо шлифовать лепестки, иначе шероховатости цепляются.и есть риск просто сломать диафрагму.
В принципе идея здравая, только нужно диафрагму спроектировать по всем правилам, н-р см. "Справочник конструктора оптико-механических приборов". В нём достаточно данных для проектирования 25 стандартизованных типоразмеров диафрагм, с диаметром светового отверстия от 8 до 100 мм. Естественно нужно учитывать свойства пластика и вносить корректировки. В справочнике рекомендуемая толщина лепестков из стали около 0,1 мм. В моём случае, при световом диаметре 50 мм, толщина лепестка получилась 0,6 мм. Меньше делать на подобных диаметрах страшновато.
#2116709 3D печать на службе у самодельщика
Отправлено от
в 03 April 2018 - 09:40
in
Самостоятельный ремонт и самоделки
MERKURU сказал:
Можно узнать хотя бы ориентировочную стоимость изделия. Пока диафрагма.
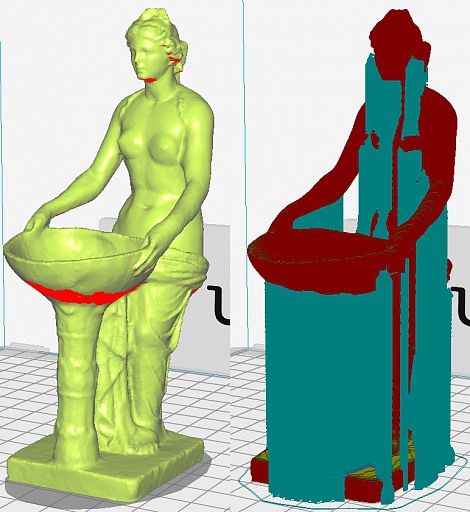
Цены на рынке за 3D печать от 10 руб за грамм готового изделия, но видел и за 40 руб/г. Но они делают 100% заполнение. Сколько будут навариваться конкретные 3D печатники я не знаю. Делать полости и "окна" для снижения массы и стоимости иногда неоправдано, Ибо принтер по воздуху печатать не умеет и всё равно при печати делаются "поддержки", иначе деталь просто не напечатать.Я предпочитаю делать заполнение ("соты" внутри) 40...70%. С точки срения Сопромата это надёжнее и в итоге прочнее.
Пример поддержек. Красным на левой картинке показаны места нависания, которые принтер напечатет с браком (соплями), если вообще напечатает.
А при печати пластиком ABS подобных деталей ещё и необходим "кожух" - забор вокруг детали, как защита от сквозняков, во избежание расслоения детали. (имел печальный опыт)
и Всё это увеличивает расход пластика.
#2116751 3D печать на службе у самодельщика
Отправлено от
в 03 April 2018 - 13:36
in
Самостоятельный ремонт и самоделки
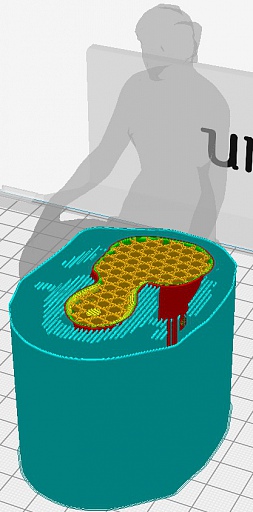
Продолжение пояснений.
На картинке дано сечение той же статуи. Видны соты заполнения (~30% специально поставил, чтобы лучше было видно), поддержки и кожух.
Вот аналогичными слоями 3D принтер и печатает. и так слой за слоем.
На картинке дано сечение той же статуи. Видны соты заполнения (~30% специально поставил, чтобы лучше было видно), поддержки и кожух.
Вот аналогичными слоями 3D принтер и печатает. и так слой за слоем.
Прикрепленные изображения
#2116970 3D печать на службе у самодельщика
Отправлено от
в 04 April 2018 - 09:16
in
Самостоятельный ремонт и самоделки
А тут https://www.avito.ru...echat_945455819 частник берёт 6 руб за грамм.
А если есть потребность в 3D печати от 1 кг и больше, то дешевле недорогой 3D принтер купить, Они от 20 тыс. руб стоят, или набор для самосборки купить.
Вот например- http://3dtoday.ru/bl...icator-i3-plus/ вполне приличный. Только на принтере необходимо научиться работать, я лично на это пару месяцев потратил и катушку филамента.
А если есть потребность в 3D печати от 1 кг и больше, то дешевле недорогой 3D принтер купить, Они от 20 тыс. руб стоят, или набор для самосборки купить.
Вот например- http://3dtoday.ru/bl...icator-i3-plus/ вполне приличный. Только на принтере необходимо научиться работать, я лично на это пару месяцев потратил и катушку филамента.
#2117028 3D печать на службе у самодельщика
Отправлено от
в 04 April 2018 - 12:57
in
Самостоятельный ремонт и самоделки
Фокусер, как на посте 38, 3 детали включая фланец (который я предполагал купить готовым), весит 156г (60% заполнение и поддержки везде, а не только от стола), цена по материалу = 235 руб. Общее время печати - 30 часов (у меня выставлена довольно высокая скорость печати). Толщина слоя 0,15 мм - обычно грубые детали печатают более толстыми слоями, получается быстрее, но грубее, особенно резьбы. Без фланца - 151г, 227 руб и 28 часов, настройки идентичны.
Более дешёвые принтеры будут печатать дольше. Но не обязательно печатать всё сразу, можно подетально. На ночь поставил - утром деталь готова.
При стоимости печати 30 руб/г = 4680 руб. ЧЕТЫРЕ подобных фокусера и уже есть смысл покупать недорогой 3D принтер.
Так что думайте.
Более дешёвые принтеры будут печатать дольше. Но не обязательно печатать всё сразу, можно подетально. На ночь поставил - утром деталь готова.
При стоимости печати 30 руб/г = 4680 руб. ЧЕТЫРЕ подобных фокусера и уже есть смысл покупать недорогой 3D принтер.
Так что думайте.
#2117436 3D печать на службе у самодельщика
Отправлено от
в 05 April 2018 - 20:41
in
Самостоятельный ремонт и самоделки
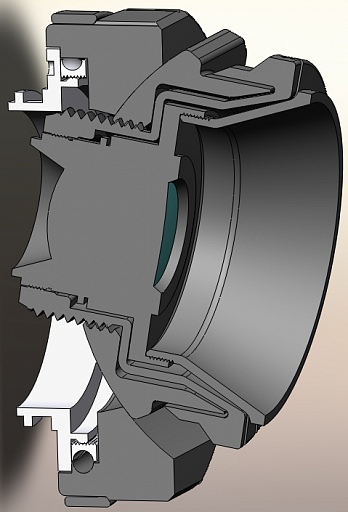
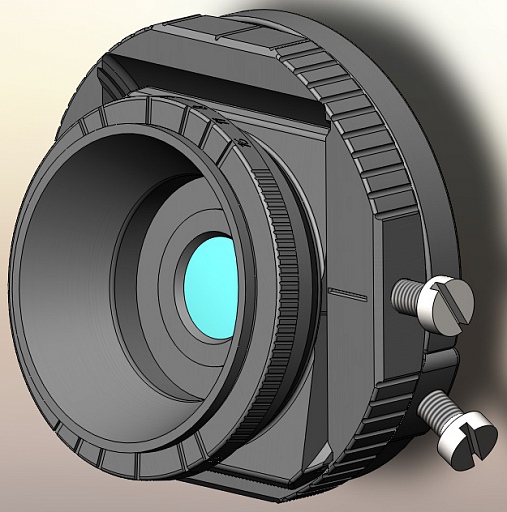
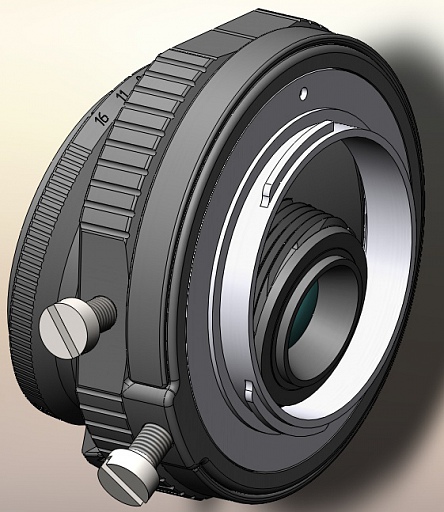
Проектировал фокусёр, проектировал, да и сам соблазнился. В общем, купил я вчера РО-501-1 100/1:2,0. Тут же напечатал простейший переходник, просто на гладкой посадке, чтобы размер А (см мои посты 32 и 38 на этой странице) определить как можно точнее. Проектирование заняло минут 20 (вместе с резьбой, куда вворачивается байонетная часть от китайских удлинительных колец см. пост 38) и ещё 4 часа печать.
 Винт для фиксации объектива в положении бесконечность, чтобы потом штангенциркулем точно всё померить.
Винт для фиксации объектива в положении бесконечность, чтобы потом штангенциркулем точно всё померить.
Размер А оказался 9.8 мм. Посмотрел оптическую схему объектива - там есть место для установки внутренней диафрагмы. Развинтил объектив и точно померил по месту, места там оказалось навалом: длина 11 мм, при наружном диаметре 57,8 и световом порядка 30 мм! Вполне можно напечатать диафрагму, чтобы влезла.
Сделал пробный снимок и сравнил с Tamron'ом 90 /1:2,8. Рошка на открытой оказалась резче тамрона, тоже на открытой, но 2,8, не ожидал. Так что простенький фокусер (пост 38) я себе для такого объектива точно делать не буду. Разрабатывать буду как положено - с нормальным управлением диафрагмой с предварительной установкой (а может и управление диафрагмой от камеры получится), и линейным выдвижением линзоблока при фокусировке.
Винт для фиксации объектива в положении бесконечность, чтобы потом штангенциркулем точно всё померить.Размер А оказался 9.8 мм. Посмотрел оптическую схему объектива - там есть место для установки внутренней диафрагмы. Развинтил объектив и точно померил по месту, места там оказалось навалом: длина 11 мм, при наружном диаметре 57,8 и световом порядка 30 мм! Вполне можно напечатать диафрагму, чтобы влезла.
Сделал пробный снимок и сравнил с Tamron'ом 90 /1:2,8. Рошка на открытой оказалась резче тамрона, тоже на открытой, но 2,8, не ожидал. Так что простенький фокусер (пост 38) я себе для такого объектива точно делать не буду. Разрабатывать буду как положено - с нормальным управлением диафрагмой с предварительной установкой (а может и управление диафрагмой от камеры получится), и линейным выдвижением линзоблока при фокусировке.
#2118241 FA 43 limited
Отправлено от
в 09 April 2018 - 07:26
in
Оптика с байонетом K
skyer сказал:
каждый оптический элемент обладает свойствами поглощения (накопления/ретардации).
Скорость распространение электромагнитных волн в оптически прозрачных средах ниже чем в вакууме. (в стекле 200 тыс км/с, в алмазе ещё ниже).Причём скорость зависит от частоты волны и химического состава среды (стекла) - отсюда и разложение света в призме (хроматические аберрации)
И ещё Чтобы дивергенция потока (жидкости, света и т.п.) отличалась от нуля, необходим "сток" или "исток", Это Уравнение неразрывности потока. Чтобы происходило именно накопление света, фотоны должны остановиться, а по законам физики это невозможно.
#2118273 FA 43 limited
Отправлено от
в 09 April 2018 - 09:16
in
Оптика с байонетом K
skyer сказал:
Тем не менее, также возможно, что автор имел в виду absorbtive properties в прямом смысле этих слов. Где-то в ролике автор, по-моему, в отношении стекла также использует слово consume (поглощать).
А накопление - это как аккумулятор, сначала зарядился, а потом отдал (хотябы часть накопленной энергии).
#2118280 FA 43 limited
Отправлено от
в 09 April 2018 - 09:41
in
Оптика с байонетом K
skyer сказал:
1:01 ролика прослушали?
Рекомендую почитать "Фейнмановские лекции по физике".
#2118742 3D печать на службе у самодельщика
Отправлено от
в 10 April 2018 - 20:35
in
Самостоятельный ремонт и самоделки
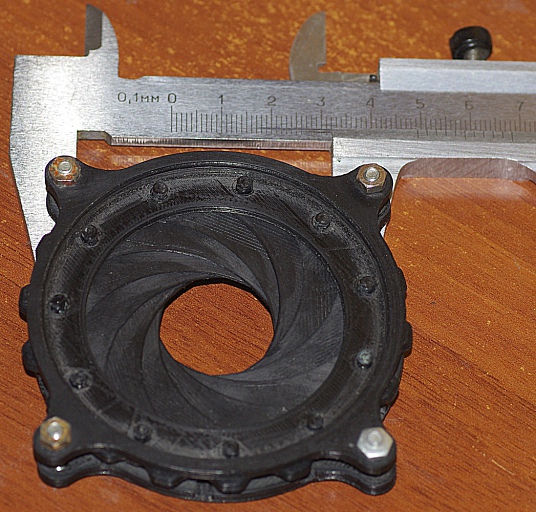
Встречайте, Прототип диафрагмы для проекционника РО501-1. Диафрагма закрывается легко

Световой диаметр:
максимальный - 32 мм.
минимальный - 5 мм.
10 лепестков
Для относительного отверстия данной РОшки это означает регулировку диафрагмы от 1:2 до 1:12,8 (5,5 ступеней)
Меньше не получилось - ограничение толщины лепестка, Всё таки 0,6 мм дают о себе знать (против 0,08 мм у аналога -диафрагмы №11 по "справочнику конструктора оптико-механических приборов" п/р Кругера и Панова). Если конечно уменьшить количество лепестков, то возможно можно будет уменьшить минимальное отверстия, но пока смысла в этом не вижу.
Диафрагма, что в посте №43 было тупо скачена и напечатана. Эта же специально проектировалась чтобы её можно было установить между передней и задней группами линз в РО501-1. Нужно будет ещё продумать, чтобы коронка диафрагмы не елозила по зачернёной поверхности линзы. Пока проектировал как-то не предполагал что это необходимо. При опробовании - при закрывании подвижную коронку перекашивает и если её не придерживать, то лепестки могут слететь с пазов. Скорее всего сделаю ещё один направляющий паз с коротким винтом без выхода наружу и ограничительное кольцо для предохранения чернения линзы.

Диафрагма установлена вместо распорного кольца объектива. Вращается внутренняя коронка диафрагмы. Наружная зажата корпусом
Остаётся пропилить паз в корпусе РОшки и завинтить винтик М3 с выходом наружу, для управления диафрагмой снаружи.
Световой диаметр:
максимальный - 32 мм.
минимальный - 5 мм.
10 лепестков
Для относительного отверстия данной РОшки это означает регулировку диафрагмы от 1:2 до 1:12,8 (5,5 ступеней)
Меньше не получилось - ограничение толщины лепестка, Всё таки 0,6 мм дают о себе знать (против 0,08 мм у аналога -диафрагмы №11 по "справочнику конструктора оптико-механических приборов" п/р Кругера и Панова). Если конечно уменьшить количество лепестков, то возможно можно будет уменьшить минимальное отверстия, но пока смысла в этом не вижу.
Диафрагма, что в посте №43 было тупо скачена и напечатана. Эта же специально проектировалась чтобы её можно было установить между передней и задней группами линз в РО501-1. Нужно будет ещё продумать, чтобы коронка диафрагмы не елозила по зачернёной поверхности линзы. Пока проектировал как-то не предполагал что это необходимо. При опробовании - при закрывании подвижную коронку перекашивает и если её не придерживать, то лепестки могут слететь с пазов. Скорее всего сделаю ещё один направляющий паз с коротким винтом без выхода наружу и ограничительное кольцо для предохранения чернения линзы.
Диафрагма установлена вместо распорного кольца объектива. Вращается внутренняя коронка диафрагмы. Наружная зажата корпусом
Остаётся пропилить паз в корпусе РОшки и завинтить винтик М3 с выходом наружу, для управления диафрагмой снаружи.

