 kreisser сказал:
kreisser сказал:
это их косяк?
Liukk сказал:
focusing ring_popr.x_t - внутренние размеры увеличены на 0,6 мм (мой принтер уменьшает внутренние размеры как раз на эту величину, поэтому я заранее увеличиваю внутренние размеры)
Отправлено 02 August 2018 - 15:17
kreisser сказал:
Liukk сказал:

Отправлено 02 August 2018 - 18:36
Liukk (02 August 2018 - 15:17) писал:
Отправлено 02 August 2018 - 21:30
 )
)
Отправлено 02 August 2018 - 21:54
G0zarin сказал:
Сообщение отредактировал Liukk: 02 August 2018 - 21:58
Отправлено 03 August 2018 - 10:45
kreisser сказал:
Отправлено 07 August 2018 - 20:29
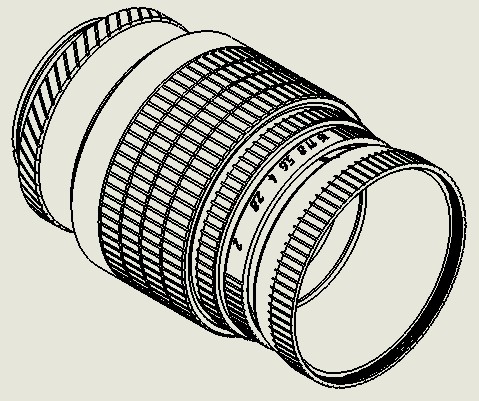
 спереди приставная ирисовая диафрагма, которую в окончательном варианте перенесу внутрь корпуса. Сейчас пока не хочу этим заниматься - собираюсь в отпуск.
спереди приставная ирисовая диафрагма, которую в окончательном варианте перенесу внутрь корпуса. Сейчас пока не хочу этим заниматься - собираюсь в отпуск.
Отправлено 08 August 2018 - 08:06
Liukk (07 August 2018 - 20:29) писал:

Сообщение отредактировал Klementy: 08 August 2018 - 08:11
Отправлено 08 August 2018 - 10:23
Klementy сказал:
Отправлено 08 August 2018 - 11:46
, даже 13,5 для ГДРского полтинника находил.Сообщение отредактировал Klementy: 08 August 2018 - 11:55
Отправлено 08 August 2018 - 12:20




Отправлено 08 August 2018 - 12:39
Liukk (08 August 2018 - 12:35) писал:
 6365p_2.jpg
6365p_2.jpg
Отправлено 08 August 2018 - 12:49
kreisser сказал:
Отправлено 14 August 2018 - 09:28
Liukk сказал:
Сообщение отредактировал Liukk: 14 August 2018 - 09:36
Отправлено 16 August 2018 - 16:14
Темар сказал:

Отправлено 16 August 2018 - 16:33
Liukk (16 August 2018 - 16:14) писал:
Отправлено 16 August 2018 - 16:48
Темар сказал:
Темар сказал:
Отправлено 16 August 2018 - 19:22
Темар сказал:
Liukk сказал:
Liukk сказал:
Отправлено 16 August 2018 - 19:35
Темар сказал:
Сообщение отредактировал Liukk: 16 August 2018 - 19:42
Отправлено 16 August 2018 - 19:59
Liukk (16 August 2018 - 19:35) писал:
Сообщение отредактировал Темар: 16 August 2018 - 19:59
Отправлено 19 September 2018 - 20:15
Liukk сказал:
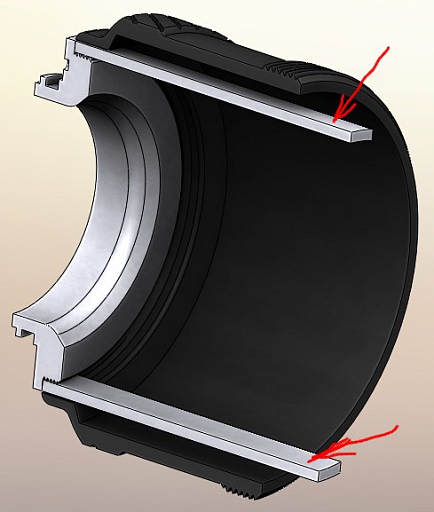
 проблем с печатью нет, Расход пластика 31 г. (Точнее проблема с деталью может возникнуть - это расслоение по горизонтали в углах паза, местах концентрации напряжений. (см. 2 картинку из п. 96) И для избегания подобных дефектов идут на создание "ограждения" (сплошного забора) вокруг детали, При этом расход пластика серьёзно увеличивается, Но сейчас разговор не об этом)
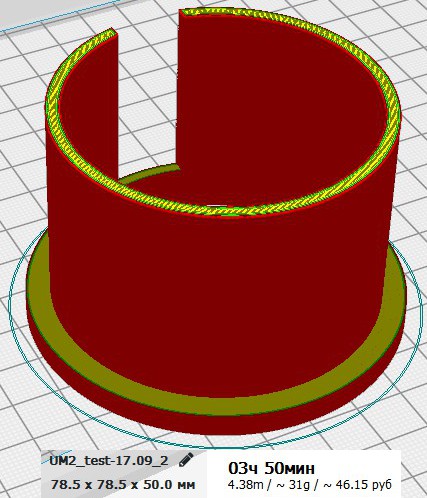
проблем с печатью нет, Расход пластика 31 г. (Точнее проблема с деталью может возникнуть - это расслоение по горизонтали в углах паза, местах концентрации напряжений. (см. 2 картинку из п. 96) И для избегания подобных дефектов идут на создание "ограждения" (сплошного забора) вокруг детали, При этом расход пластика серьёзно увеличивается, Но сейчас разговор не об этом)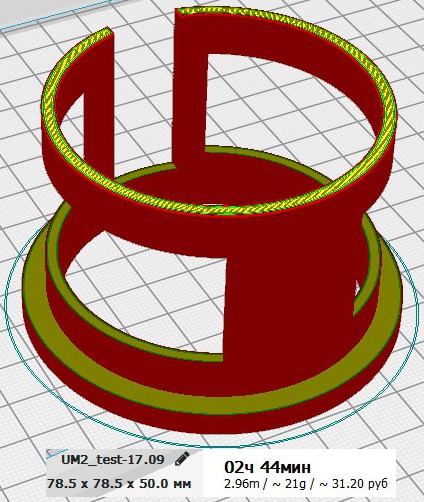 Замечательно, вроде бы он сэкономил 10 г или 200 руб, по его расценкам на печать, НО!!!
Замечательно, вроде бы он сэкономил 10 г или 200 руб, по его расценкам на печать, НО!!!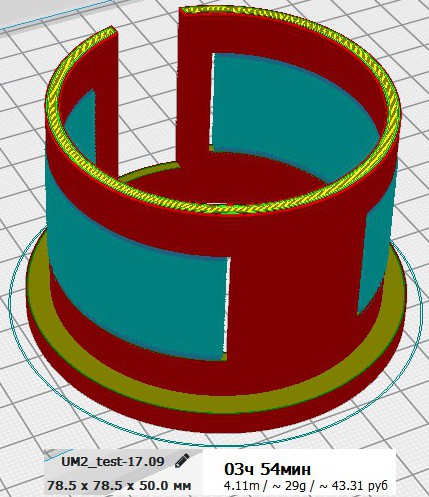 Расход пластика - 29 г. Т.е. экономия оказалась "липовой", а вот прочность готовой детали сильно снизилась.
Расход пластика - 29 г. Т.е. экономия оказалась "липовой", а вот прочность готовой детали сильно снизилась.
Отправлено 19 September 2018 - 22:16
Liukk (19 September 2018 - 20:15) писал:
Отправлено 20 September 2018 - 07:42
Yuriy Babushkin сказал:
Сообщение отредактировал Liukk: 20 September 2018 - 07:44



0 пользователей, 3 гостей, 0 анонимных

Система для сообществ IP.Board 3.2.3
Лицензия зарегистрирована на: The Penta Club



