3D печать на службе у самодельщика
 Liukk
02 Aug 2018
Liukk
02 Aug 2018
 kreisser сказал:
kreisser сказал:
это их косяк?
Liukk сказал:
focusing ring_popr.x_t - внутренние размеры увеличены на 0,6 мм (мой принтер уменьшает внутренние размеры как раз на эту величину, поэтому я заранее увеличиваю внутренние размеры)
 kreisser
02 Aug 2018
kreisser
02 Aug 2018
Liukk (02 August 2018 - 15:17) писал:
Да. Вообще-то я об этом уже писал.
Но снять лишнее можно и губками колумбуса, которыми измеряют внутренние размеры. Инструментальная сталь прекрасно режет пластик. Сам частенько так довожу внутренние размеры.
Но снять лишнее можно и губками колумбуса, которыми измеряют внутренние размеры. Инструментальная сталь прекрасно режет пластик. Сам частенько так довожу внутренние размеры.
Liukk
02 Aug 2018
kreisser сказал:
но точности не будет, и возможен вибрация линзоблока
 G0zarin
02 Aug 2018
G0zarin
02 Aug 2018
здравствуйте , почитал я форум , был в полном афигевании что можно делать на 3D принтере, по поводу диафрагмы я до сих пор поверить в это не могу ), меня интересует вот что , сам геликоид под линзоблоки 62.5 , без вращения линзоблока , нашёл вот здесь http://lens-club.ru/...item/c_169.html (первая модель \) , возможно чтото подобное сделать под 62.5 ,проекционные объективы ? , сильно палками не бить , я в проектировании как свин в апельсинах (видел , но фиг знает что это такое )
)
)
kreisser
02 Aug 2018
Liukk (02 August 2018 - 19:19) писал:
Столько деталей уже таким образом "притёр", наверное десятка три и проблем не замечал.
Liukk
02 Aug 2018
G0zarin сказал:
возможно что то подобное сделать под 62.5 ,проекционные объективы ?
Диафрагмы - посты № 43, 53, 56 и 111. Эскиз лепестка - пост 95.
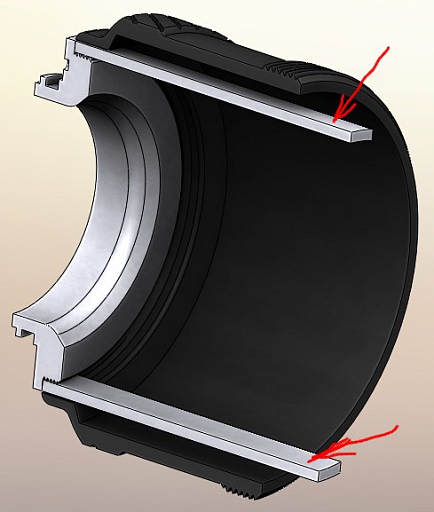
То, что предлагает nikitosmax из ленз клаба замечательно, но у меня к его конструкциям есть замечания - недостаточная межслойная адгезия (реальная проблема при 3D печати) при такой ажурной конструкции может вызвать недостаточную прочность на скручивание (срез) см. п 96 второе фото. "Экономия", которую хотел получить nikitosmax, создавая ажурную конструкцию, вызывает необходимость создания "поддержек" при печати, что увеличивает расход пластика и соответственно стоимости детали. Надёжнее сделать более тонкие стенки стакана, но сплошные.
Сообщение отредактировал Liukk: 02 August 2018 - 21:58
Liukk
03 Aug 2018
kreisser сказал:
Усадка материала дело тонкое.
У 3D принтеров другое - уменьшение внутренних размеров при сохранении наружных. Год назад я даже на одно американское исследование наткнулся по этому поводу и пересчитал ихние дюймы в мм. Потом сделал собственное исследование. Наши результаты более-менее совпали. Тут какая то специфика программ-слайсеров или самих принтеров связанная с диаметром сопла и другими настройками печати. Вертикальные размеры могут быть только кратными толщине слоя (задаётся в программе слайсере)
http://3dtoday.ru/bl...r-slicers-trai/
Liukk
07 Aug 2018
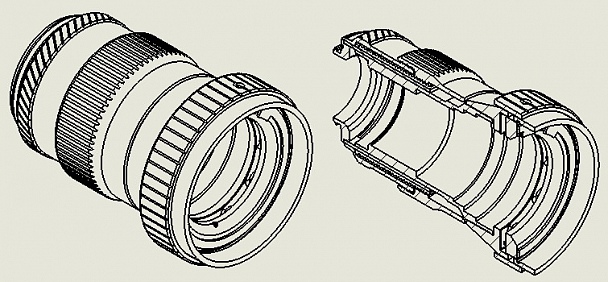
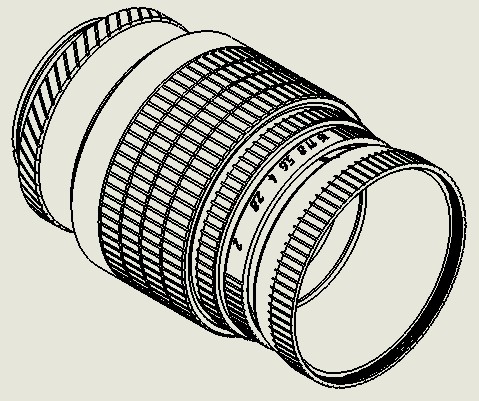
Сделал другую версию фокусера с линейно выдвигающимся линзоблоком для обточенного проекционника (с 62,5 до 60 мм) от проектора Пеленг 800 1,8/100 (см. пост 102).
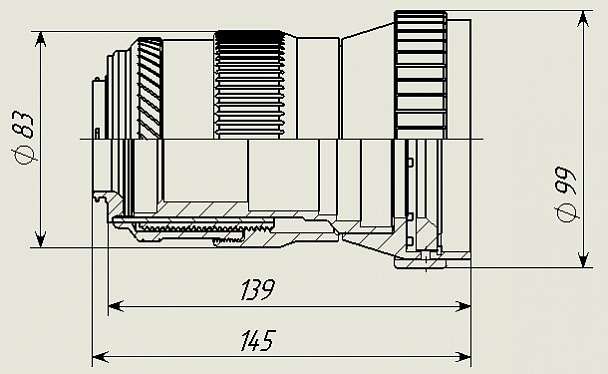
 спереди приставная ирисовая диафрагма, которую в окончательном варианте перенесу внутрь корпуса. Сейчас пока не хочу этим заниматься - собираюсь в отпуск.
спереди приставная ирисовая диафрагма, которую в окончательном варианте перенесу внутрь корпуса. Сейчас пока не хочу этим заниматься - собираюсь в отпуск.
В отличие от предыдущей версии (посты 74, 96) диаметр корпуса уменьшился на 9 мм. Но это для диаметра линзоблока 60 мм, для диаметра линзоблока 62,5 наружный диаметр будет соответственно 85 мм.
Предыдущая версия для сравнения.
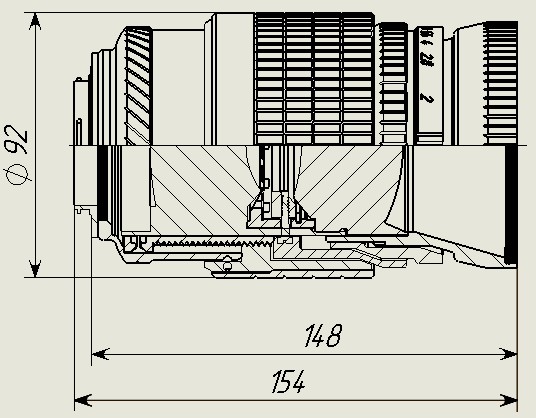
Сегодня напечатал, Всё работает, но есть небольшой люфт кольца фокусировки в пределах 2...3 мм. Возможно это вызвано тем, что здесь использованы две резьбы вместо одной, как в предыдущей версии и в малой резьбы выбираются зазоры перед перемещением многозаходной резьбы геликоида. Поэксплуатирую, потом решу какой из вариантов удобнее, а может ещё что-нибудь придумаю.
спереди приставная ирисовая диафрагма, которую в окончательном варианте перенесу внутрь корпуса. Сейчас пока не хочу этим заниматься - собираюсь в отпуск.В отличие от предыдущей версии (посты 74, 96) диаметр корпуса уменьшился на 9 мм. Но это для диаметра линзоблока 60 мм, для диаметра линзоблока 62,5 наружный диаметр будет соответственно 85 мм.
Предыдущая версия для сравнения.
Сегодня напечатал, Всё работает, но есть небольшой люфт кольца фокусировки в пределах 2...3 мм. Возможно это вызвано тем, что здесь использованы две резьбы вместо одной, как в предыдущей версии и в малой резьбы выбираются зазоры перед перемещением многозаходной резьбы геликоида. Поэксплуатирую, потом решу какой из вариантов удобнее, а может ещё что-нибудь придумаю.
 Klementy
08 Aug 2018
Klementy
08 Aug 2018
Liukk (07 August 2018 - 20:29) писал:
есть небольшой люфт кольца фокусировки в пределах 2...3 мм. Возможно это вызвано тем, что здесь использованы две резьбы вместо одной, как в предыдущей версии и в малой резьбы выбираются зазоры перед перемещением многозаходной резьбы геликоида.
Да, и рекламмироваться можно ещё на https://club.foto.ru, https://rangefinder.ru и т.д. и т.п. .... , а готовые изделия на - https://avito.ru

Сообщение отредактировал Klementy: 08 August 2018 - 08:11
Liukk
08 Aug 2018
Klementy сказал:
напечатайте резьбы с запасом и далее "подшлифуйте" на токарном станке
2. Покажите мне станок, который может шлифовать многозаходные резьбы с ходом 20 мм. У меня на работе подобного нет, а у имеющегося токарного максимальный шаг - 6 мм. Токарь уже заявил, что подобное на универсальном токарном станке он изгототовить не сможет, а у мужика руки из правильно места растут.
Klementy
08 Aug 2018
Liukk, Ижевский станок может , даже 13,5 для ГДРского полтинника находил.
Хотя вы же написали. что у вас мелкая резьба люфтит, а здесь какая поблема ... , "стряпайте" шаги, что есть в наличие на станке вашего токаря.
Сообщение отредактировал Klementy: 08 August 2018 - 11:55
, даже 13,5 для ГДРского полтинника находил.Хотя вы же написали. что у вас мелкая резьба люфтит, а здесь какая поблема ... , "стряпайте" шаги, что есть в наличие на станке вашего токаря.
Сообщение отредактировал Klementy: 08 August 2018 - 11:55
kreisser
08 Aug 2018
Было

стало

Liukk - спасибо.
Ничего не шлифовал, и так хорошо.
Конечно оригинальное более тонкой работы, но где его найти.

Итак проделана работа. Заменена передняя пластмассовая оправ для крепления фильтров на выточенную и черненную алюминиевую, по весу тоже. предполагаю что япошки на этой детали экономили. На ебее нашел больше чем за 20у.е. не считая доставки. Токарка и чернение обошлось в 10 баксов. Ну и на 3Д напечатано колечко фокусировки, встало как литое. На яву лучше выглядит чем на фото.

стало
Liukk - спасибо.
Ничего не шлифовал, и так хорошо.
Конечно оригинальное более тонкой работы, но где его найти.
Итак проделана работа. Заменена передняя пластмассовая оправ для крепления фильтров на выточенную и черненную алюминиевую, по весу тоже. предполагаю что япошки на этой детали экономили. На ебее нашел больше чем за 20у.е. не считая доставки. Токарка и чернение обошлось в 10 баксов. Ну и на 3Д напечатано колечко фокусировки, встало как литое. На яву лучше выглядит чем на фото.
Liukk
08 Aug 2018

Фасочку по периметру снимите, или скругление надфилем сделайте. Симпатичнее смотреться будет.
kreisser
08 Aug 2018
Liukk (08 August 2018 - 12:35) писал:
 6365p_2.jpg
6365p_2.jpgФасочку по периметру снимите, или скругление надфилем сделайте. Симпатичнее смотреться будет.
Будет настрой, попробую таки шлифануть и фасочку выразить..
Liukk
08 Aug 2018
kreisser сказал:
На самом деле она есть, Вы её предусмотрели в модели.
Я всегда прохожу надфилем края для удаления этих "артефактов" печати. А величину фаски выбираю в зависимости от ширины цилиндрической детали. У меня иногда ширина этого кольца получатся 0,5 мм, что чревато для надёжности сцепления детали со столом. Приходится импровизировать и дорабатывать надфилем и шкуркой уже готовую деталь ну и адгезионную поверхность создавать.
Какие у меня рекомендации при 3D печати - это отдельная статья.
Liukk
14 Aug 2018
Liukk сказал:
Всё работает, но есть небольшой люфт кольца фокусировки в пределах 2...3 мм. Возможно это вызвано тем, что здесь использованы две резьбы вместо одной, как в предыдущей версии и в малой резьбы выбираются зазоры перед перемещением многозаходной резьбы геликоида. Поэксплуатирую, потом решу какой из вариантов удобнее, а может ещё что-нибудь придумаю.
Это проблема материала и невозможности выполнить в пластике резьбы мельче чем М3.
Придётся или усиливать направляющие, или избавляться от их консольного закрепления, или возвращаться к предыдущей схеме (посты 74, 96). Сделать направляющие из металла не решение - будет гнуться корпус из пластика.
Сообщение отредактировал Liukk: 14 August 2018 - 09:36
 Темар
16 Aug 2018
Темар
16 Aug 2018
Друзья отдали Кэнон, у которого отломилось и потерялось колесо выставления режимов. Не было ли у знатоков-самодельщиков опыта в замене этой детали при помощи 3D печати?
Liukk
16 Aug 2018
Темар сказал:
Кэнон, у которого отломилось и потерялось колесо выставления режимов.
НО!!!
Я на днях уезжаю в отпуск - в деревню, в глушь, в Новгородскую область, а там не только интернет, там даже мобильная связь не всегда работает. Так что помочь смогу только через месяц, не ранее.
Темар
16 Aug 2018
Liukk (16 August 2018 - 16:14) писал:
Напечатать проблем то нет. Только нужны либо оригинальный диск, либо сопрягаемые детали. И возможно диск не будет похож на оригинальный, ибо 3D печать диктует ограничения на толщины стенок детали и на ширину "гравированной" надписи. Плёночный Canon 50е где-то у меня валялся.
Интересуюсь главным образом - не расслоится ли пластик оси колесика, там довольно тонкие детали
3D принтер есть у знакомого, но печатает с наплывчиками такими, не настолько аккуратно, как у вас)
Liukk
16 Aug 2018
Темар сказал:
Интересуюсь главным образом - не расслоится ли пластик оси колесика, там довольно тонкие детали
Темар сказал:
печатает с наплывчиками такими, не настолько аккуратно, как у вас

Liukk
16 Aug 2018
Темар сказал:
Меня беспокоят эти вот тонкие шпенечки на конце оси
Liukk сказал:
И возможно диск не будет похож на оригинальный, ибо 3D печать диктует ограничения на толщины стенок детали и на ширину "гравированной" надписи.
Liukk сказал:
Чтобы пластик не расслаивался и не трещал, необходимо при печати учитывать направление слоёв и располагать их так, чтобы возникающие при эксплуатации напряжения растяжения действовали вдоль слоёв, а не поперёк. Ну деталь проектировать с учётом анизотропии материала.
Темар
16 Aug 2018
Я конечно еще не развинчивал аппарат и не смотрел, как эти шпеньки сочленяются с механизмом (сейчас можно увидеть только обломок оси), но полное ощущение, что придется ось отдельно делать и вклеивать.
Liukk
16 Aug 2018
Темар сказал:
полное ощущение, что придется ось отдельно делать и вклеивать.
Возможно, что что-то можно изменить. Уже сталкивался с подобным на Fuji S9500. На следующей модели S9600 этот дефект был исправлен - был вмонтирован металлический шестигранник, вместо литого пластикового на S9500.
Самостоятельный ремонт колёсика, руководство в картинках.
К сожалению, вследствие давности, картинки пропали.
Сообщение отредактировал Liukk: 16 August 2018 - 19:42
Темар
16 Aug 2018
Liukk (16 August 2018 - 19:35) писал:
Сообщение отредактировал Темар: 16 August 2018 - 19:59
 barns
16 Aug 2018
barns
16 Aug 2018
У меня уже чертеж есть такой деталюхи от кенона еос 630
А хрен - потерял
Но сама деталь есть
на выходных замерю
А хрен - потерял
Но сама деталь есть
на выходных замерю
Темар
17 Aug 2018
barns (16 August 2018 - 21:43) писал:
на выходных замерю
Liukk
19 Sep 2018
Вернулся из отпуска и решил пояснить своё высказывание из п. 126
Пример: Иллюстрации - скрины из программы Cura (подготовка файлов для печати на 3D принтере. Деталь взял более менее реальную, но не заострял внимание на ней, сделал только для примера расчёта стоимости. Диаметр отверстия в детали - под проекционник 62,5 мм. Внизу каждой картинки указаны габаритные размеры детали, расход филамента: длина прутка, масса и стоимость печати детали (из расчёта 1,5 руб/грамм); и время печати. Везде заполнение внутренностей 60%.
исходная деталь:
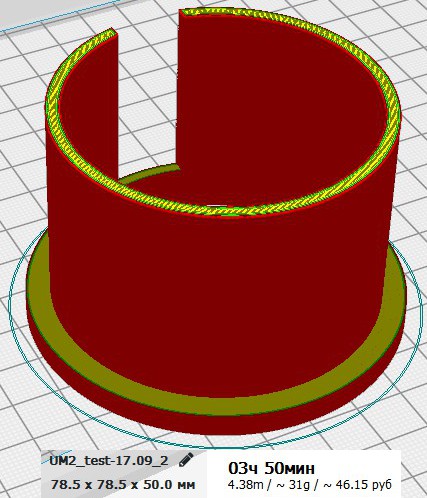 проблем с печатью нет, Расход пластика 31 г. (Точнее проблема с деталью может возникнуть - это расслоение по горизонтали в углах паза, местах концентрации напряжений. (см. 2 картинку из п. 96) И для избегания подобных дефектов идут на создание "ограждения" (сплошного забора) вокруг детали, При этом расход пластика серьёзно увеличивается, Но сейчас разговор не об этом)
проблем с печатью нет, Расход пластика 31 г. (Точнее проблема с деталью может возникнуть - это расслоение по горизонтали в углах паза, местах концентрации напряжений. (см. 2 картинку из п. 96) И для избегания подобных дефектов идут на создание "ограждения" (сплошного забора) вокруг детали, При этом расход пластика серьёзно увеличивается, Но сейчас разговор не об этом)
nikitosmax решил сэкономить дорогой пластик ( у него цена печати 20 руб/г) Расход пластика 21 г.
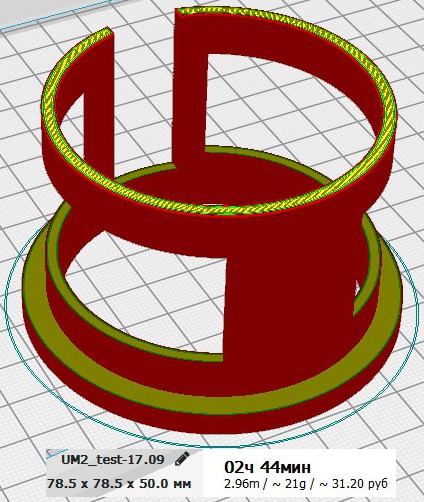 Замечательно, вроде бы он сэкономил 10 г или 200 руб, по его расценкам на печать, НО!!!
Замечательно, вроде бы он сэкономил 10 г или 200 руб, по его расценкам на печать, НО!!!
Принтер по воздуху печатать не может - для печати верхних частей окон требуются "поддержки", в противном случае велика вероятность испортить деталь, Появятся "сопли" которые до конца может не получиться убрать. Что делает грамотный 3D печатник в подобных случаях? - делает "поддержки". Например такие (показано синим цветом).
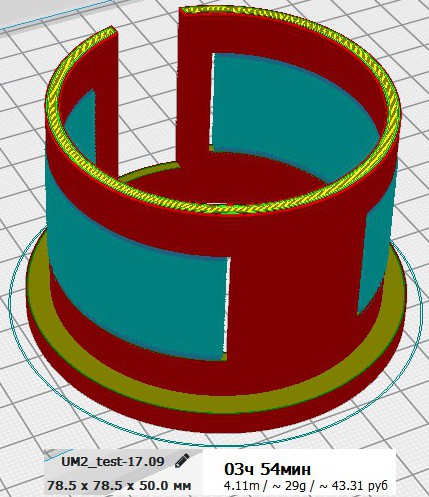 Расход пластика - 29 г. Т.е. экономия оказалась "липовой", а вот прочность готовой детали сильно снизилась.
Расход пластика - 29 г. Т.е. экономия оказалась "липовой", а вот прочность готовой детали сильно снизилась.
Кстати, nikitosmax при модернизации некоторых изделий ушёл от сквозных окон и сделал на этих местах утонение сплошной стенки корпуса (для экономии). Это позволило обойтись без поддержек и прочность корпуса не снизилась, при схожей цене.
Liukk сказал:
"Экономия", которую хотел получить nikitosmax, создавая ажурную конструкцию, вызывает необходимость создания "поддержек" при печати, что увеличивает расход пластика и соответственно стоимости детали. Надёжнее сделать более тонкие стенки стакана, но сплошные.
исходная деталь:
проблем с печатью нет, Расход пластика 31 г. (Точнее проблема с деталью может возникнуть - это расслоение по горизонтали в углах паза, местах концентрации напряжений. (см. 2 картинку из п. 96) И для избегания подобных дефектов идут на создание "ограждения" (сплошного забора) вокруг детали, При этом расход пластика серьёзно увеличивается, Но сейчас разговор не об этом)nikitosmax решил сэкономить дорогой пластик ( у него цена печати 20 руб/г) Расход пластика 21 г.
Замечательно, вроде бы он сэкономил 10 г или 200 руб, по его расценкам на печать, НО!!!Принтер по воздуху печатать не может - для печати верхних частей окон требуются "поддержки", в противном случае велика вероятность испортить деталь, Появятся "сопли" которые до конца может не получиться убрать. Что делает грамотный 3D печатник в подобных случаях? - делает "поддержки". Например такие (показано синим цветом).
Расход пластика - 29 г. Т.е. экономия оказалась "липовой", а вот прочность готовой детали сильно снизилась.Кстати, nikitosmax при модернизации некоторых изделий ушёл от сквозных окон и сделал на этих местах утонение сплошной стенки корпуса (для экономии). Это позволило обойтись без поддержек и прочность корпуса не снизилась, при схожей цене.
 Yuriy Babushkin
19 Sep 2018
Yuriy Babushkin
19 Sep 2018
Liukk (19 September 2018 - 20:15) писал:
Принтер по воздуху печатать не может
Хм...Пардон, что вмешиваюсь, но не для всех 3Д принтеров. У нас на фирме с пол-года стоит машина, которая "умеет" печатать в впздухе
Она вбивает т.н. support-material (чем то напоминает подтопленный воск) в те места, где как бы воздух. Кстати, тонким слоем этого же материала покрыты практически все вертикальные (и не только?) поверхности. Более того - готовая деталь помещена в тонкую оболочки из моделирующего материала. Что это даёт. Из того, что я заметил - нижний слой не "размазан", т.е. если это куб, то куб идеальный без доп. доработки. Но имеется одно огромное "НО" - все материалы: пара силиконов различной твёрдости и пара пластиков мерзкого прозрачно-жёлто-грязного цвета....и ЦЕНА!
Liukk
20 Sep 2018
Yuriy Babushkin сказал:
Хм...Пардон, что вмешиваюсь, но не для всех 3Д принтеров. У нас на фирме с пол-года стоит машина, которая "умеет" печатать в вОздухе Она вбивает т.н. support-material (чем то напоминает подтопленный воск) в те места, где как бы воздух.
Я имею ввиду самую распространённую и дешёвую технологию - последовательного наплавления (FDM).
Поддержки не нужны при печати лазерным наплавлением из металлического порошка. Но при этой технологии каждый слой печати равномерно и по всей поверхности засыпается металлическим порошком, который и выступает в роли поддержек, а лазер спекает только необходимые места. Потом, неспечённый порошок удаляется. По такой технологии печатают лопатки турбин для самолётов с внутренними каналами переменной кривизны для прохода охлаждающей жидкости. Но это пока совершенно другие деньги.
Сообщение отредактировал Liukk: 20 September 2018 - 07:44


